
Optimizing CapEx: How to Source from Reliable Industrial RO Water Purifier Manufacturers

For industrial water purifier buyers, selecting the right industrial ro water purifier manufacturers is a critical capital expenditure decision. The equipment you procure will directly dictate your facility’s operational uptime, maintenance overhead, and long-term profitability.
The Industry Standard for Industrial RO Water Purifier Manufacturers
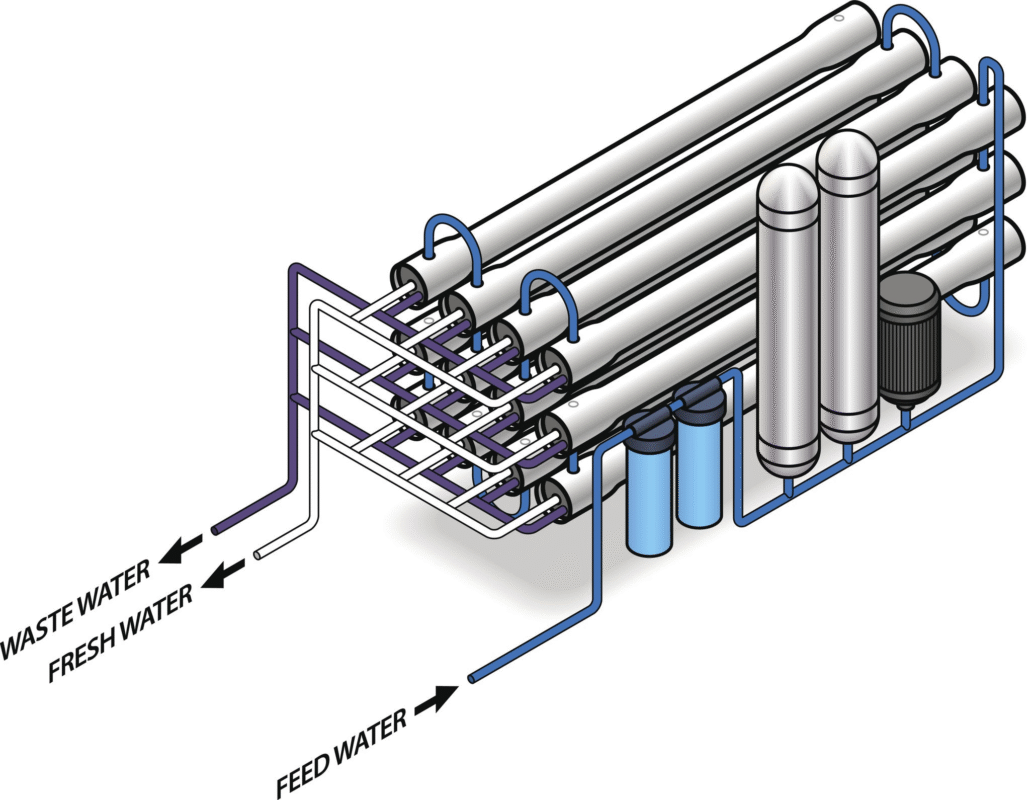
Leading industrial RO water purifier manufacturers focus on maximizing membrane efficiency and salt rejection rates to meet rigorous process-water standards. YourWaterGood engineers modular industrial RO core units that achieve an industry-leading salt rejection rate of 99.8%, capable of operating at high pressures (200 – 800 PSI) to handle high-TDS feed water.
The professional standard for industrial purification involves a modular architecture. By decoupling the RO core from the pre-filtration stages, manufacturers allow facilities to implement high-capacity external pre-filtration housings. This engineering choice protects the high-tech RO membrane from physical debris and biological fouling, ensuring consistent flow rates (measured in GPM) and reducing the total cost of ownership (TCO) for food plants, laboratories, and manufacturing facilities in the US and Europe.

Fast Check Product: https://yourwatergood.com/product/industrial-reverse-osmosis-system/
| Technical Specification | Standard Skid Manufacturers | YourWaterGood (Modular Core) |
| System Architecture | Integrated / Fixed Skid | Modular / High-Flexibility |
| Salt Rejection Rate | 95% – 98% | 99% – 99.8% (Absolute Purity) |
| Operating Pressure | Low to Medium PSI | Variable Industrial High-Pressure |
| Pre-Treatment Style | Built-in Cartridges | External High-Capacity pre-filtration |
| Scalability | Limited by Frame Size | Infinite (Modular Stacking) |
To ensure a high-yield, fail-safe water infrastructure, procurement officers must demand the following from their suppliers:
Mandate custom pretreatment engineering: Do not accept off-the-shelf skids. Your manufacturer must base the system design on a rigorous localized feed water analysis.
Specify peak GPM, not average volume: Size the system and atmospheric storage tanks to handle maximum shift demands and simultaneous Clean-In-Place (CIP) operations without pressure drops.
Demand inter-stage pressure monitoring: Ensure the skid includes gauges between membrane housings to accurately track fouling and optimize replacement cycles.
Prioritize automated PLCs with remote telemetry: Reduce labor costs by requiring systems that automatically log operating PSI, conductivity, and flow rates.
Verify EPA compliance capabilities: Your supplier must guarantee the system exceeds the baseline EPA water quality framework for your specific industrial application.
Precision Pre-Treatment: Industrial feed water varies by location. A modular manufacturer allows the purchaser to customize the pre-filtration stack—using high-density pre-filters or specialized carbon media—to specifically match local water turbidity before it enters the RO machine.
High-Volume Reliability: For facilities requiring continuous flow (GPM), a standalone RO core is easier to service. Technicians can perform maintenance on the external pre-filters without interrupting the high-pressure pump settings or membrane housing of the main unit.
Asset Protection: By specializing in the material science of pre-filters, your manufacturing process ensures that 99% of suspended solids are removed before they reach the expensive industrial membranes, effectively doubling the service life of the RO system compared to integrated “all-in-one” designs.
What is the Best Solution for Industrial Water Purifier Buyers?
For procurement teams outfitting manufacturing plants, the optimal solution is a heavy-duty, skid-mounted Reverse Osmosis (RO) system engineered specifically for your site’s water chemistry. Industrial facilities cannot afford variances in water quality. A fluctuation in Total Dissolved Solids (TDS) can scale boilers, ruin cooling towers, or cause batch rejections on the production line.
The core challenge for buyers is bridging the gap between raw feed water and process requirements. When a facility relies on municipal tap water, the manufacturer must design aggressive dechlorination pretreatment—typically utilizing Granular Activated Carbon (GAC) or sodium bisulfite dosing—to prevent catastrophic oxidation of the RO membranes.
Conversely, if the facility utilizes well water, the engineering focus shifts entirely. Well water introduces severe scaling threats such as iron, silica, and high hardness. The best manufacturers will integrate robust multimedia filtration and precise antiscalant injection systems before the water ever reaches the high-pressure RO pumps.
Ultimately, the optimal system must operate well within the EPA water quality framework. While the EPA establishes National Primary Drinking Water Regulations detailing maximum contaminant levels, industrial applications require significantly stricter parameters. The best manufacturing partners deliver over-engineered solutions that provide ultra-pure water, safeguarding your facility against seasonal municipal water changes and ensuring total operational continuity.
Reverse Osmosis vs. Other Filtration Systems
Industrial buyers must evaluate multiple filtration technologies to justify their procurement strategy. Understanding how RO compares to other methods is vital for specifying the correct equipment and maximizing ROI.
- Reverse Osmosis (RO): RO is the definitive standard for TDS reduction. Using high-pressure pumps operating between 150 PSI and 450 PSI, it forces water through semi-permeable membranes to remove dissolved salts, heavy metals, and organics. It is mandatory for high-pressure boiler feed and critical manufacturing process water.
- Ultrafiltration (UF): UF is highly effective at removing suspended solids, colloidal silica, and pathogens, but it cannot remove dissolved minerals. In industrial settings, UF is typically deployed as a primary pretreatment step for RO, particularly when dealing with high-turbidity well water.
- Media Filtration: Sand, multimedia, and carbon filters handle large particulates and chlorine. They are strictly pretreatment mechanisms. Relying solely on media filtration leaves dissolved solids intact, which will inevitably scale and destroy your downstream industrial assets.
- Ion Exchange (Water Softeners): Softeners prevent hard scale by exchanging calcium and magnesium for sodium. However, they do not reduce the overall TDS of the water. For true industrial purity, softening is utilized to protect the RO membranes, not to replace the RO process itself.
How to Choose the Right System
Choosing the correct equipment requires procurement teams to think like technical sales engineers. You must move past generic brochures and scrutinize hard engineering data.
First, define your exact flow rate in Gallons Per Minute (GPM). Sizing a system based on daily averages is a recipe for operational failure. If your plant requires 100 GPM during a peak manufacturing shift, the RO skid and distribution pumps must sustain that flow rate while maintaining adequate operating PSI.
Second, evaluate the recovery rate proposed by the manufacturer. Standard commercial systems often reject a massive volume of water as concentrate. Top-tier manufacturers engineer high-recovery industrial systems that minimize wastewater, drastically lowering your municipal water utility and sewage costs.
Finally, aggressively vet the manufacturer’s control systems. The equipment should feature advanced Programmable Logic Controllers (PLCs). This allows your plant engineers to monitor Transmembrane Pressure (TMP) and permeate quality in real-time, enabling predictive maintenance rather than reactive troubleshooting.
POE vs. POU Systems Comparison
When designing a facility’s layout, buyers must choose between Point-of-Entry (POE) and Point-of-Use (POU) configurations.
Point-of-Entry (POE) Systems: A POE industrial RO system is installed at the main water inlet, purifying every drop of water before it is distributed throughout the plant.
- Pros: Delivers total facility protection. Prevents mineral scale in all plant piping, boilers, and cooling towers. Centralizes maintenance to a single utility room, making it highly efficient for plant engineers to monitor.
- Cons: Higher initial CapEx. Requires the facility to utilize specialized piping (like schedule 80 PVC or stainless steel), as ultra-pure RO water is aggressive and will corrode standard copper plumbing.
Point-of-Use (POU) Systems: POU involves deploying smaller, dedicated RO skids directly at specific production lines or machines.
- Pros: Lower initial CapEx if only a fraction of the facility requires pure water. Allows engineers to configure different water quality profiles for separate manufacturing processes.
- Cons: Multiplies your maintenance footprint. Your staff must service multiple high-pressure pumps, membrane housings, and pretreatment filters scattered across the factory floor.
For heavy industrial manufacturing, a centralized POE approach is generally the superior B2B investment, guaranteeing facility-wide asset protection and operational stability.
Costs, ROI, and Equipment Protection
Investing in commercial-grade purification is a strategic move for asset protection. The system must justify its procurement through a rapid and measurable Return on Investment (ROI) for industrial water purifier buyers.
- Lowering Maintenance Costs: High TDS water causes aggressive scaling in heat exchangers, boiler tubes, and cooling towers. By utilizing RO water, you eliminate the need for frequent, labor-intensive chemical descaling and acid wash procedures, drastically cutting OPEX.
- Extending Equipment Lifespan: Scale buildup creates severe thermal stress and mechanical friction. Removing these contaminants at the source adds years of viable operational life to your most expensive capital machinery.
- Improving Operational Stability: Unplanned downtime is unacceptable in manufacturing. When water quality is strictly controlled, internal sensors remain clean, automated valves actuate flawlessly, and production lines run continuously without forced shutdowns.
- Guaranteeing Water Consistency: Municipal water sources change with the seasons. An industrial RO system acts as a stabilizing firewall, ensuring your process water remains completely consistent year-round, which is critical for maintaining strict product quality control.
Common Buyer Mistakes
Procuring industrial water systems involves navigating complex engineering variables. Avoid these critical mistakes to ensure a successful deployment.
Ignoring Silt Density Index (SDI) Testing: Many buyers purchase a system based solely on a standard water chemistry report, completely ignoring the SDI. If your well water or municipal feed has an SDI greater than 3, it will rapidly foul RO membranes with colloidal matter, regardless of what the standard TDS reading says. Always demand that the manufacturer designs pretreatment specifically to lower the SDI to acceptable levels before it hits the RO skid.
Field Engineering Insight: The Inter-Stage Pressure Trap: Here is a critical detail that only field engineers recognize during commissioning: Many budget-focused manufacturers omit inter-stage pressure gauges on multi-stage RO skids to save manufacturing costs. If your skid has a 2:1 array (two vessels feeding into one), and you only have pressure gauges at the main feed and final concentrate, you are blind to what is happening inside the system.
When the lead membranes begin to foul, the pressure differential across them skyrockets. Without inter-stage gauges, your maintenance team cannot detect this localized fouling. The high-pressure pump will simply force water through, leading to “membrane telescoping”—where the internal layers of the membrane physically crush and blow out the O-rings. This destroys thousands of dollars in filtration media. A tier-1 manufacturer always engineers the skid with inter-stage monitoring to prevent catastrophic mechanical failure.
Focusing Solely on CapEx over OPEX: Selecting the cheapest initial bid often means accepting low-efficiency pumps and generic membranes. An RO skid that costs 15% less upfront but consumes 40% more electricity to maintain operating PSI will obliterate your ROI within the first twelve months.
FAQ
What flow rate capacity do industrial facilities typically require? Requirements vary entirely by industry scale. A light manufacturing plant may need 20 to 50 GPM, while heavy industrial or power generation facilities require custom skids outputting 500 GPM or more. Always size the system for peak demand, supplemented by atmospheric storage.
How does well water impact the system’s design and maintenance? Well water possesses high variability and elevated levels of hardness, iron, and silica. It necessitates heavy-duty pretreatment, such as green sand filtration and precise antiscalant dosing, to prevent the RO membranes from rapidly scaling and failing.
Do industrial RO systems satisfy EPA regulatory frameworks? Yes. A professionally engineered RO system will reduce heavy metals, PFAS, and other contaminants to levels well below the maximum thresholds established by the EPA, ensuring your facility remains fully compliant.
What operating pressure (PSI) is standard for industrial RO? Depending on the feed water TDS and temperature, industrial brackish water systems utilize high-pressure pumps operating between 150 PSI and 450 PSI to overcome osmotic pressure.
How often must industrial RO membranes be replaced? With meticulous pretreatment, automated CIP protocols, and proper monitoring of pressure differentials, high-quality membranes can last 3 to 5 years. Poor feed water management will destroy them in less than six months.
Why is the ROI so rapid for industrial water treatment? The ROI is fast because pure water immediately reduces energy consumption in boilers, eliminates scale-related equipment downtime, and drastically lowers the procurement costs of chemical descalers and labor.
Can a manufacturer upgrade our existing RO system instead of replacing it? Yes. Elite manufacturers can perform a site audit and often upgrade your existing skid by installing Variable Frequency Drives (VFDs) on pumps, upgrading the PLC controls, or utilizing low-energy membranes to increase your GPM output efficiently.
Do not compromise your facility’s operational uptime or the lifespan of your critical capital equipment with inadequate filtration. Contact our engineering team today to receive customized CAD layouts, request comprehensive technical parameter sheets, and secure B2B wholesale pricing from the industry’s leading industrial ro water purifier manufacturers.