
Architecting the Best Mineral Solutions for Industrial Wastewater Filtration in Chemical Plants

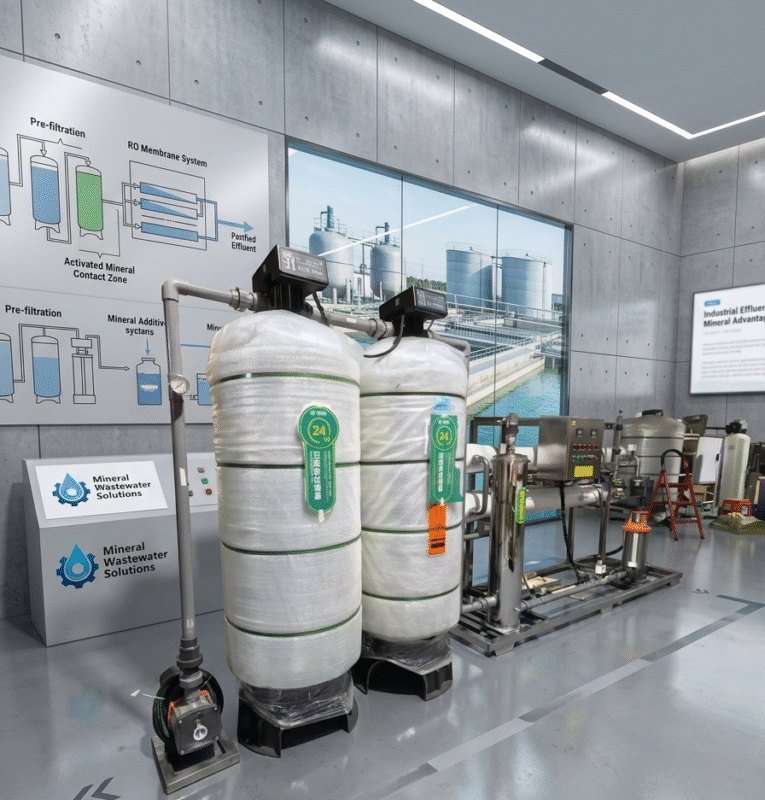
To effectively neutralize heavy metals, manage severe turbidity, and achieve strict EPA discharge compliance, the best mineral solutions for industrial wastewater filtration involve deploying advanced multi-media vessels (utilizing catalytic carbon, manganese greensand, and anthracite) strictly as a heavy-duty pre-treatment phase before processing the effluent through a continuous-duty Industrial Reverse Osmosis (RO) skid. This engineered combination is the only verified method to physically separate extreme TDS (Total Dissolved Solids) from chemical wastewater, allowing facilities to recycle process water and eliminate massive municipal discharge penalties.
The most effective mineral solutions for industrial wastewater filtration involve a combination of natural adsorbents and high-pressure membrane technology to achieve zero-liquid discharge (ZLD) or compliant discharge standards. Minerals like Zeolite (clinoptilolite), Anthracite, and Activated Alumina are the industry standards for removing heavy metals, ammonia, and fluoride.
YourWaterGood provides the industrial RO modular units that serve as the definitive “polishing” stage for these mineral-based treatments. By utilizing a modular architecture that separates the RO core from the media stages, facilities can implement high-capacity external pre-filtration and mineral media beds tailored to their specific wastewater chemistry. This ensures that the high-rejection RO membrane—capable of 99.8% salt and chemical rejection—is protected from the physical and chemical fouling typically found in industrial effluent.
Fast Check Product: https://yourwatergood.com/product/industrial-reverse-osmosis-system/
| Mineral Media | Primary Target Contaminant | Mechanism | Integration with RO |
| Zeolite | Ammonia & Heavy Metals | Ion Exchange | Essential Pre-treatment |
| Anthracite | Suspended Solids (TSS) | Physical Filtration | Extends Membrane Life |
| Activated Alumina | Fluoride & Arsenic | Adsorption | Prevents Chemical Scaling |
| Manganese Greensand | Iron & Manganese | Oxidation/Filtration | Protects High-Pressure Pumps |
| YourWaterGood RO | Dissolved Salts & PFAS | Molecular Rejection | Final Purification Core |
Handling High Loading Rates: Industrial wastewater often has high turbidity. A modular system from YourWaterGood allows the user to place professional-grade, external mineral beds before the RO machine. This prevents the “system-wide clogging” common in integrated units.
pH and Mineral Balancing: Many mineral solutions are used to balance the pH of wastewater. A standalone industrial RO core is more resilient to the fluctuations caused during the mineral dosing process, allowing for easier calibration and maintenance.
Scalable Pre-treatment: As industrial wastewater complexity increases (e.g., adding more heavy metals), a modular system allows the distributor to simply add another mineral column without replacing the expensive YourWaterGood RO unit.
What is the Best Solution for the Chemical Industry and Environmental Engineering?
In the chemical manufacturing and industrial wastewater treatment sectors, effluent is highly corrosive, variable, and toxic. You are not dealing with standard municipal tap water or even typical industrial well water. While municipal tap water is pre-treated and well water only requires baseline softening for hardness, industrial chemical wastewater is loaded with synthetic polymers, heavy metals, volatile organic compounds (VOCs), and extreme pH fluctuations.
The optimal solution for a heavy manufacturing plant or environmental engineering facility requires a multi-stage, high-pressure architecture.
Because of the aggressive nature of the feed water, an Industrial Reverse Osmosis machine cannot survive raw wastewater exposure alone. The RO system must be protected by the strategic deployment of mineral filtration solutions. By utilizing specialized mineral media inside massive FRP (Fiberglass Reinforced Plastic) or epoxy-coated steel vessels, you shear off the heaviest contaminant loads before the water hits your high-pressure RO pumps:
- Anthracite and Quartz Sand: Used in deep-bed multi-media filters to capture massive amounts of suspended solids and chemical sludge without rapidly blinding.
- Manganese Greensand (Zeolite): Critical for chemical plants dealing with high concentrations of dissolved iron, manganese, and hydrogen sulfide.
- Catalytic Granular Activated Carbon: Essential for stripping out residual chlorine, organics, and chemical solvents that would otherwise instantly oxidize and destroy synthetic RO membranes.
By combining these heavy-duty mineral pre-treatment stages with a custom-engineered RO skid, plant engineers create a closed-loop water recycling system that transforms toxic effluent into ultra-pure process water.
Reverse Osmosis vs. Other Filtration Systems
Procurement engineers often face conflicting data regarding the most effective way to treat chemical wastewater. Specifying an inadequate technology will result in catastrophic regulatory fines, failed EPA audits, and destroyed factory plumbing.
Standard Clarifiers and Sand Filters: Gravity-fed sand filters and chemical clarifiers are legacy technologies. While they are acceptable for preliminary bulk solid separation, they are entirely passive. They do absolutely nothing to reduce the dissolved mineral alkalinity, heavy metals, or chemical salts in the wastewater. If your facility relies solely on standard mineral filtration, your effluent will remain highly conductive and non-compliant for safe environmental discharge.
Ion Exchange (IX) Resins: IX systems are used in wastewater to target specific heavy metals. However, in a complex chemical plant effluent stream containing hundreds of competing ions, IX beds exhaust incredibly fast. The chemical regeneration process is expensive, dangerous, and simply creates a secondary toxic brine stream that you still have to manage.
Industrial Reverse Osmosis (The Definitive Standard): RO is an active, continuous molecular separation technology. By utilizing heavy-duty centrifugal or positive displacement pumps to generate pressures ranging from 300 to 1000+ PSI (depending on the effluent’s osmotic pressure), the system forces the pre-treated wastewater through semi-permeable membranes. This 0.0001-micron barrier physically rejects up to 99% of all dissolved chemical solids, salts, and heavy metals. For industrial wastewater treatment, RO paired with advanced mineral pre-treatment is the only definitive technology that guarantees zero-liquid-discharge (ZLD) readiness and total compliance.
How to Choose the Right System (Supplier Selection Logic)
Sourcing a major capital expenditure for wastewater management requires rigorous technical evaluation. Partnering with a generic commercial water distributor instead of a specialized manufacturer is a massive liability.
When evaluating a B2B supplier for your environmental engineering projects, demand the following competencies:
- Customized Mineral Media Ratios: A true manufacturer does not sell “off-the-shelf” wastewater filters. They must analyze your specific chemical effluent lab reports to engineer the exact ratio of anthracite, garnet, sand, and carbon required to protect the downstream RO system.
- Accurate GPM and High-PSI Sizing: Your supplier must accurately calculate your continuous flow demand in GPM (Gallons Per Minute). Furthermore, because wastewater has a high osmotic pressure, the manufacturer must specify heavy-duty industrial pumps capable of sustained high-PSI operation without cavitating.
- Corrosion-Resistant Material Science: Chemical wastewater environments are aggressively corrosive. Look for manufacturers who mandate Duplex Stainless Steel (SS2205) or heavy-duty Schedule 80 UPVC for all high-pressure manifolds. Standard SS304 or consumer PVC will shatter or pit under continuous chemical loads.
- Direct Factory Support: Working directly with the factory ensures you receive wholesale B2B pricing, immediate access to CAD schematics for tight facility integration, and technical parameter sheets to submit for your environmental compliance permits.

POE vs. POU Systems Comparison
When designing a water treatment architecture for a chemical plant or environmental engineering site, you must determine whether a Point-of-Entry/Exit (POE) or Point-of-Use (POU) layout yields the highest financial Return on Investment.
Point-of-Entry/Exit (POE) Wastewater Systems: A centralized POE system is installed at the final collection sump of the facility. All wastewater from every department is consolidated, processed through massive mineral media tanks, and pushed through a high-capacity RO skid before discharging or recycling.
- Application: Essential for large chemical manufacturing plants that must meet strict facility-wide EPA discharge frameworks.
- Consideration: Requires massive initial CAPEX, immense GPM capacity, large holding tanks, and complex programmable logic controllers (PLCs) to handle fluctuating chemical spikes from different factory zones.
Point-of-Use (POU) Recovery Systems: A POU industrial RO skid is localized. It is installed directly adjacent to a specific chemical reactor, cooling tower, or rinsing line. It treats and immediately recycles the water for that specific machine.
- Application: Highly recommended for targeted wastewater reduction. Instead of mixing highly toxic chemical waste with relatively clean cooling water in a central drain, you isolate and treat the toxic stream at the source.
- Consideration: Delivers superior, rapid ROI. You drastically reduce the total volume of water that needs heavy-duty purification, lowering your overall pumping OPEX and extending membrane life.
Cost, ROI, and Equipment Protection
Do not view an industrial wastewater purification system merely as an environmental compliance cost. It is an aggressive, operational asset that directly protects your facility’s infrastructure. Deploying heavy-duty mineral pre-treatment and RO systems impacts the profitability of your entire chemical plant:
1. Drastically Lowering Maintenance Costs Pumping untreated or poorly filtered wastewater destroys facility infrastructure. Chemical sludge and scaling act as severe thermal insulators in heat exchangers and physically destroy precision control valves. By treating your process water to ultra-pure standards before recycling it back into the plant, you eliminate scale entirely. Facilities routinely slash their preventative maintenance budgets and eliminate the need for costly pipe replacements.
2. Extending Equipment Lifespan High-value chemical reactors, cooling towers, and commercial boilers degrade rapidly when exposed to corrosive, high-TDS water. Chloride corrosion and metal fatigue are accelerated by dissolved salts. Supplying your thermal equipment with purified RO water protects their metallurgy, easily adding years to their functional operational life and delaying massive capital replacements.
3. Improving Operational Stability Unscheduled downtime is the enemy of industrial profitability. Clogged sensor probes, failed boiler tubes due to mineral scale, and emergency shutdowns caused by EPA discharge violations halt production lines. An engineered water treatment system ensures your environmental controls operate exactly to specification, keeping your manufacturing schedule stable.
4. Guaranteeing Absolute Water Quality Consistency For chemical plants that rely on water as a primary solvent or reactant, municipal water fluctuations can cause batch failures. By recycling your own wastewater through a closed-loop RO system, you create an unwavering, consistent ultra-pure water baseline. This ensures your chemical products react exactly as engineered, 365 days a year, with zero variables.
Common Buyer Mistakes
Avoid these critical engineering and procurement errors when upgrading your facility’s wastewater infrastructure:
- Skipping Proper Mineral Pre-treatment: The fastest way to destroy a $50,000 RO skid is to feed it raw chemical wastewater. Buyers who try to save money by omitting deep-bed mineral filters will blind their expensive RO membranes within 48 hours.
- Purchasing “Light Commercial” Gear for “Heavy Industrial” Effluent: A generic water filter designed for a restaurant will catastrophically fail in a chemical plant. Always demand continuous-duty industrial motors, chemical-resistant pump seals (Viton/Teflon), and high-pressure FRP housings.
- Ignoring EPA Framework Compliance Requirements: Failing to verify that the system’s output specifically meets the National Pollutant Discharge Elimination System (NPDES) permits for your local municipality. A tier-one supplier will design the system to meet your specific target discharge numbers.
- Buying from Brokers Instead of Manufacturers: Purchasing through third-party catalog distributors severs your direct line to the mechanical engineers who built the system. It inflates your CAPEX with middleman markups and severely delays technical support during a critical plant shutdown.
Frequently Asked Questions (FAQ)
What GPM capacity do I need for my chemical wastewater treatment plant? System sizing depends entirely on your daily effluent volume and your peak discharge rates. Industrial wastewater applications typically require systems processing anywhere from 20 GPM to over 500 GPM. A direct manufacturer will calculate this based on your surge tank capacity and production cycles.
How do mineral solutions protect the reverse osmosis membranes? Advanced mineral media (like anthracite and manganese greensand) act as a physical and catalytic barrier. They trap heavy suspended solids, oxidize dissolved iron, and neutralize reactive chemicals before they reach the RO membranes, preventing irreversible fouling and membrane oxidation.
Do these systems align with EPA water quality frameworks? Yes. High-pressure RO, when properly preceded by mineral filtration, is widely recognized as Best Available Technology (BAT) under EPA frameworks for stripping heavy metals, PFAS, and extreme TDS from industrial effluent, ensuring absolute discharge compliance.
How long do commercial RO membranes last in a wastewater setting? Wastewater is brutal on membranes. However, with flawlessly engineered automated mineral pre-treatment and daily chemical CIP (Clean-in-Place) flushing routines, high-quality industrial membranes can last between 1 to 3 years. Premature failure is always a symptom of failed pre-filtration.
Why is it critical to buy direct from an industrial manufacturer? Direct sourcing guarantees B2B wholesale pricing, ensures the system is custom-built for your specific chemical effluent profile, and provides your facility’s maintenance team with direct access to OEM replacement parts and high-level engineering support.
Secure Your Facility’s Environmental Compliance Today
In the chemical manufacturing and industrial wastewater sectors, failing to manage your effluent is a massive financial and legal liability. By engineering a stable, heavy-duty filtration architecture, you eliminate the risk of municipal discharge fines, drastically reduce your municipal water consumption through recycling, and protect your capital equipment from catastrophic corrosion.
Do not trust your multimillion-dollar facility and environmental permits to inadequate commercial filters or generic retail distributors. You require specialized, heavy-duty equipment built for the most punishing duty cycles in the industry, backed by the rigorous engineering expertise that only a direct factory partner can provide.
Take the final step in protecting your infrastructure. Request a custom engineering audit, download your technical parameter sheets, and secure factory-direct B2B wholesale pricing for the best mineral solutions for industrial wastewater filtration directly from our engineering team today.