
Zero Liquid Discharge for Data Centers: Where High-Recovery RO Ends and True ZLD Begins
AI rack densities are outrunning what standard cooling water loops were engineered to handle. As liquid cooling and cooling tower circuits concentrate dissolved solids faster under higher heat-rejection loads, the discharge point — not the CDU, not the chiller — becomes the constraint that decides whether a site can keep running at all. Zero liquid discharge for data centers sits directly on that constraint at any facility facing a capped, restricted, or unavailable sewer discharge permit.
Before evaluating a vendor for a zero-discharge cooling water system, lock these specs down first:
- 99%+ system recovery with a crystallization or evaporation stage — not 90–95% RO recovery relabeled as “ZLD.”
- Continuous duty rating for 24/7/365 operation, with no scheduled batch downtime on the brine concentration stage.
- Automated concentration control tied to online conductivity and silica monitoring, with high-limit interlocks that block over-concentration before scale forms.
- N+1 or 2N redundancy on the brine concentrator/crystallizer specifically — this stage cannot be swapped out on the same timeline as a pump or a valve.
- Documented solids classification for the crystallizer salt cake before commissioning, not after the first load-out truck shows up.
Fast Check Product: https://yourwatergood.com/product/industrial-reverse-osmosis-system/
Near-ZLD vs. True Zero Liquid Discharge: Where the Recovery Curve Breaks
Most vendors selling “ZLD” are selling high-recovery RO — 90% to 96% recovery, with the remaining concentrate hauled offsite by tanker or discharged under a permitted variance. That’s a legitimate design, but it is not zero discharge.
True ZLD means the liquid stream terminates onsite: a brine concentrator drives recovery past the point where RO membranes can operate, and a crystallizer converts what’s left into a solid salt cake. Nothing leaves the property as liquid.
The recovery curve isn’t linear. Pushing from 85% to 95% recovery is mostly a membrane-staging and antiscalant-dosing problem — incremental cost, incremental complexity. Pushing from 95% to 99%+ requires a phase-change step, and phase change is where CAPEX and connected electrical load both jump.
That gap is the actual decision point. A facility that needs 95% recovery to meet a discharge permit does not need a crystallizer — and specifying one anyway wastes capital that should go toward redundancy elsewhere in the cooling train.
Not sure which side of that line your site sits on? Request a Data Center Water Sizing Consultation — we’ll run your feed water analysis and discharge constraint against both configurations before you commit to either.
Why Ashburn and Phoenix Are Being Pushed Toward Zero Discharge
The recovery-target conversation isn’t theoretical in the two markets absorbing the most new AI capacity.
In Loudoun County, Virginia, sanitary sewer capacity has become a real gating factor for new data center approvals — several jurisdictions in the Ashburn corridor have flagged treatment plant headroom as a constraint on new hookups, which pushes large campuses toward minimizing what they send to the sewer in the first place.
In Phoenix, Arizona, the pressure runs the other direction: potable water allocation, not sewer capacity, is the limiting factor. Facilities increasingly draw makeup water from reclaimed/recycled municipal sources, which arrive with materially higher TDS and silica than fresh municipal supply — raising the recovery bar just to hit a normal discharge permit, let alone zero discharge.
Neither market requires every new build to run true ZLD. But both are compressing the margin between “high-recovery RO is enough” and “you need a crystallizer,” which is exactly why the vendor selection criteria above matter more here than in a market with unconstrained discharge.
Inside the Brine Concentrator and Crystallizer Train
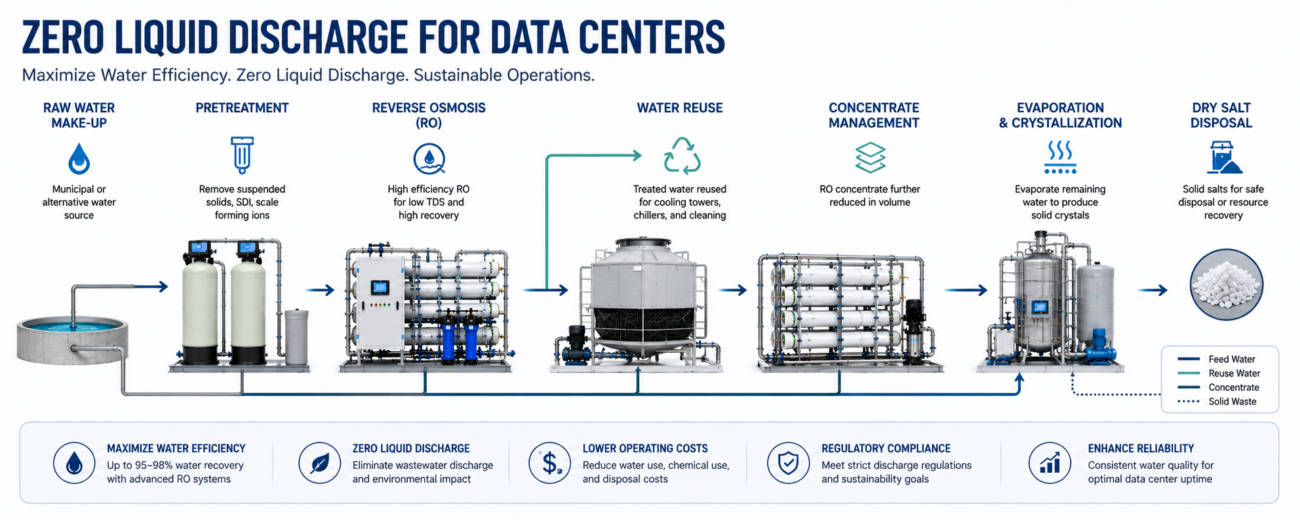
A true ZLD train for a data center cooling loop typically stacks four stages:
- Pretreatment — softening or antiscalant dosing sized to the actual feed chemistry, not a generic spec sheet.
- Industrial RO/NF front end — carries the bulk of recovery (typically 85–95%) before the concentrate gets handed off.
- Brine concentrator (MVR) — mechanical vapor recompression pushes recovery past what membranes can tolerate, concentrating the reject stream several times over.
- Crystallizer or forced-circulation evaporator — converts the final concentrate into a dry or damp solid, with distillate returned to the loop as makeup.
A field detail most procurement checklists miss: the crystallizer’s salt cake classification depends on what went into the water upstream, not just what came out of it. If the antiscalant or biocide program used in pretreatment contains certain phosphonates or heavy-metal-based dispersants, the concentrated solids can cross into a regulated waste classification — turning a routine load-out into a hazardous waste manifest problem discovered only after the first batch.
The fix is specifying ZLD-compatible, low-toxicity antiscalant chemistry at the pretreatment stage, and getting the disposal path confirmed in writing before the crystallizer is even fabricated — not after it’s producing solids.
This is also where the rest of the water treatment stack earns its keep: industrial reverse osmosis systems for the front-end recovery stage, skid-mounted softening and dosing units for pretreatment tuned to your feed water, and EDI polishing where the recovered distillate needs to meet ultrapure specs for direct-to-chip makeup rather than just cooling tower reuse.
Want the equipment-level breakdown before you spec a train? Get the Technical Data Sheets for RO, brine concentrator, and crystallizer configurations sized to your recovery target.
Municipal Feed vs. Reclaimed Water: Redesigning Pretreatment for ZLD
The pretreatment stack changes completely depending on source water, and this decision anchors everything downstream of it.
Municipal potable supply brings chlorine or chloramine that will oxidize standard RO membranes on contact. Pretreatment here centers on activated carbon filtration and chemical dechlorination sized to a steady GPM flow, with moderate starting TDS (ppm).
Recycled/reclaimed water — increasingly the default makeup source in water-stressed metros — carries higher baseline TDS, elevated silica, and inconsistent organic loading. Pushing that feed toward 99%+ recovery without redesigning pretreatment risks silica precipitation well before the crystallizer stage, fouling membranes and heat exchange surfaces on the way.
Both feed types can support a compliant ZLD design under ASHRAE TC 9.9 water quality guidance and EPA discharge and pretreatment frameworks — but the pass configuration, interstage pH adjustment, and antiscalant dosing are not interchangeable between the two. A pretreatment package engineered for municipal chlorinated water will underperform on reclaimed feed, typically showing up first as accelerated fouling rather than an obvious failure.
PUE and WUE: The Metric You Fix and the Metric You Risk
True ZLD nearly eliminates makeup water draw, which is exactly why it shows up in sustainability reporting and WUE targets. That part of the pitch is accurate.
What gets left out of the marketing version: the crystallizer stage runs on thermal energy, and mechanical vapor recompression pulls real electrical load to drive that phase change. A ZLD retrofit installed purely to improve a WUE number, without re-modeling the site’s power budget, can quietly push PUE in the wrong direction.
The engineering answer isn’t to avoid ZLD — it’s to design the brine concentrator and crystallizer stage with waste heat integration in mind from the start, recovering rejected heat back into the process rather than treating it as a pure energy cost. Sites that skip this step end up solving a water problem by creating an energy problem, which is not a trade mission-critical facilities can afford to make blind.
Standard Skid vs. Data Center-Grade ZLD System: What Redundancy Actually Costs
A pre-engineered industrial skid and a data-center-grade ZLD system can look similar on a spec sheet. They are not the same purchase.
| Attribute | Standard Pre-Engineered Skid | Data Center-Grade High-Redundancy ZLD System |
|---|---|---|
| Flow rate control | Fixed GPM band, manual adjustment | Dynamic GPM control across variable load, remote-adjustable |
| Redundancy level | N (single train) | N+1 standard, 2N on brine concentrator/crystallizer |
| BMS integration | Local HMI only, no network tie-in | Full BACnet/Modbus integration with facility BMS, alarm escalation |
| Delivery lead time | Shorter, catalog-based configuration | Longer, engineered to site-specific feed water and redundancy spec |
| Filtration precision | General industrial tolerance | Tuned to cold plate/CDU manufacturer tolerances, sub-micron final stage |
The redundancy line is where the cost actually concentrates. A single-train crystallizer that goes down for maintenance has no fallback — the site either reverts to hauling concentrate offsite temporarily or accepts a discharge exceedance. N+1 on that specific stage is what protects the 99.999% uptime target the rest of the facility is engineered around.
That redundancy also protects the capital sitting downstream: cold plates, CDUs, high-pressure pumps, and heat exchange surfaces all degrade faster under water quality excursions than under steady, correctly treated flow — meaning a properly redundant ZLD train lowers cooling tower descaling frequency and filter/cartridge replacement cycles as a direct consequence, not a marketing add-on.

Request a Data Center Water Sizing Consultation
Frequently Asked Questions
What does zero liquid discharge mean for a data center cooling system? It means no liquid leaves the site from the cooling water loop. Recovered water is reused as makeup, and the remaining dissolved solids are converted to a solid salt cake for disposal rather than discharged to sewer or hauled as liquid concentrate.
What recovery rate actually qualifies as true zero liquid discharge? 99% or higher, achieved through a brine concentrator and crystallizer stage. Systems recovering 90–96% through RO alone are high-recovery designs, not true ZLD, even when marketed under that term.
Does every data center need zero liquid discharge? No. Facilities with an available, adequately sized discharge permit typically don’t need a crystallizer stage — high-recovery RO alone can meet the requirement at a fraction of the CAPEX and electrical load.
What equipment makes up a true ZLD train? Pretreatment (softening/dosing), an industrial RO or NF front end, a brine concentrator using mechanical vapor recompression, and a crystallizer or forced-circulation evaporator that produces the final solid output.
How does zero liquid discharge affect PUE and WUE? WUE improves significantly since makeup water draw drops close to zero. PUE can rise if the crystallizer’s thermal and electrical load isn’t offset with waste heat recovery designed into the system from the start.
Is the salt cake from a data center ZLD system hazardous waste? It depends on the antiscalant and biocide chemistry used upstream. Low-toxicity, ZLD-compatible chemical programs typically keep solids in a non-hazardous classification; this should be confirmed in writing before the crystallizer is fabricated.
How long does deployment take for a data center ZLD system? Longer than a standard filtration or RO skid, since the brine concentrator and crystallizer are engineered to site-specific feed water and redundancy requirements rather than pulled from a fixed catalog configuration.
Zero liquid discharge is a terminal engineering decision, not a checkbox — it’s what you specify after high-recovery RO has been ruled out, not a default upgrade to bolt onto an existing cooling water train. Getting the recovery target, redundancy level, and salt cake disposal path wrong at the spec stage is expensive to unwind after fabrication.
If your site is evaluating zero liquid discharge for data centers against a discharge permit constraint or a reclaimed water feed, get the engineering assessment done before the equipment is ordered:
- Request a Data Center Water Sizing Consultation — feed water analysis against recovery target and redundancy requirements.
- Get Technical Data Sheets — RO, brine concentrator, and crystallizer specs sized to your load.
- Get B2B Sourcing & Wholesale Pricing — quotes sourced through our vetted manufacturing network, matched to your water analysis rather than a fixed catalog configuration.