In the demanding landscape of industrial manufacturing, food processing, and commercial operations, water quality is a critical variable that directly impacts operational efficiency and product integrity. yourwatergoodcompany provides the industrial reverse osmosis system—a comprehensive engineering solution designed to transform challenging raw water sources into high-purity process water that meets the most stringent industrial standards

1. Multi-Stage Engineering: The 5-Level Protection Framework
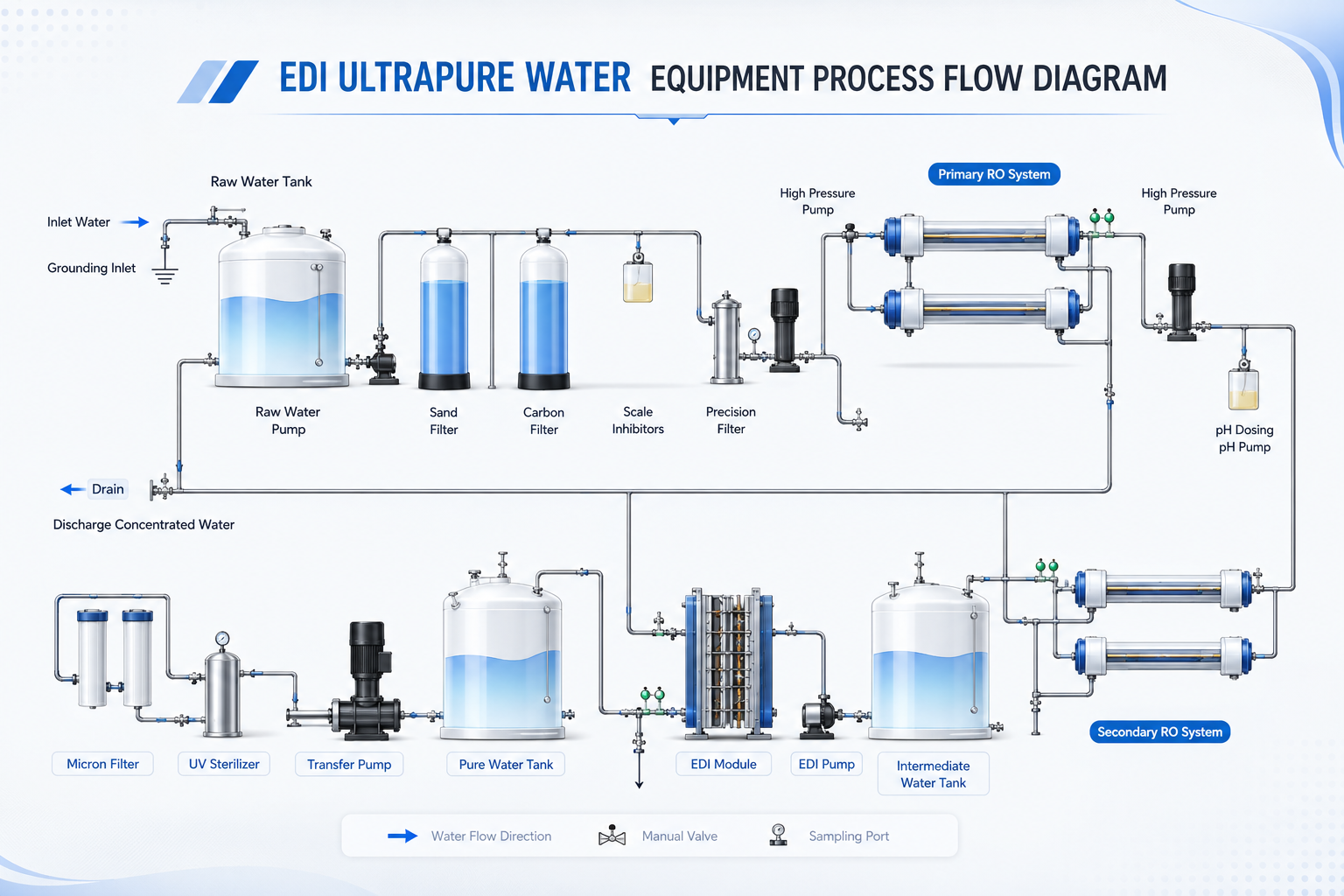
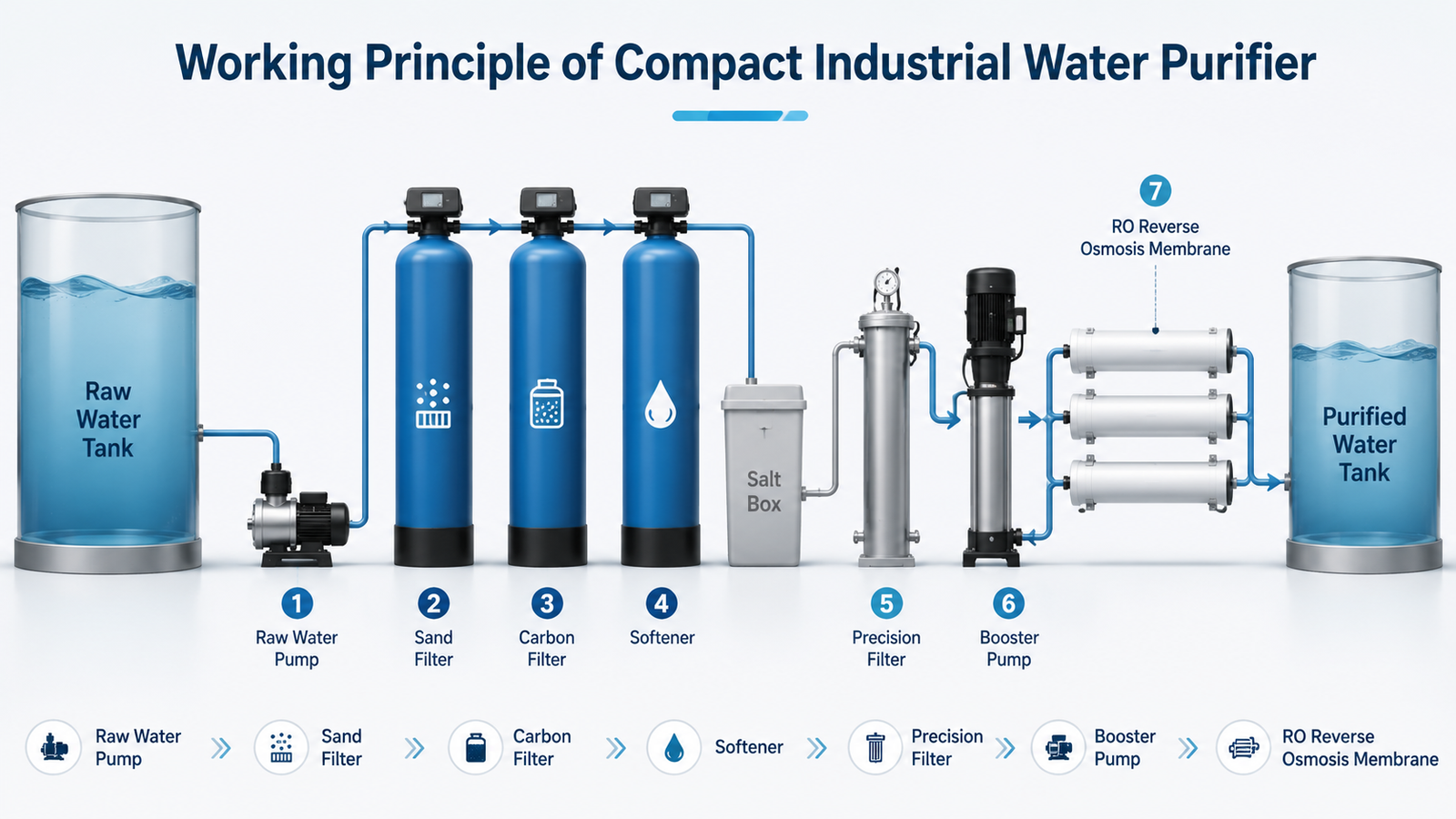
A superior industrial reverse osmosis system is defined by its pre-treatment resilience. Our architecture utilizes a five-stage filtration sequence to ensure maximum membrane longevity and output consistency:
Multimedia Filter: Intercepts large-scale physical contaminants, including sediment, rust, and suspended solids.
Activated Carbon Filter: Deeply adsorbs residual chlorine and organic compounds, preventing oxidative damage to the sensitive RO membranes.
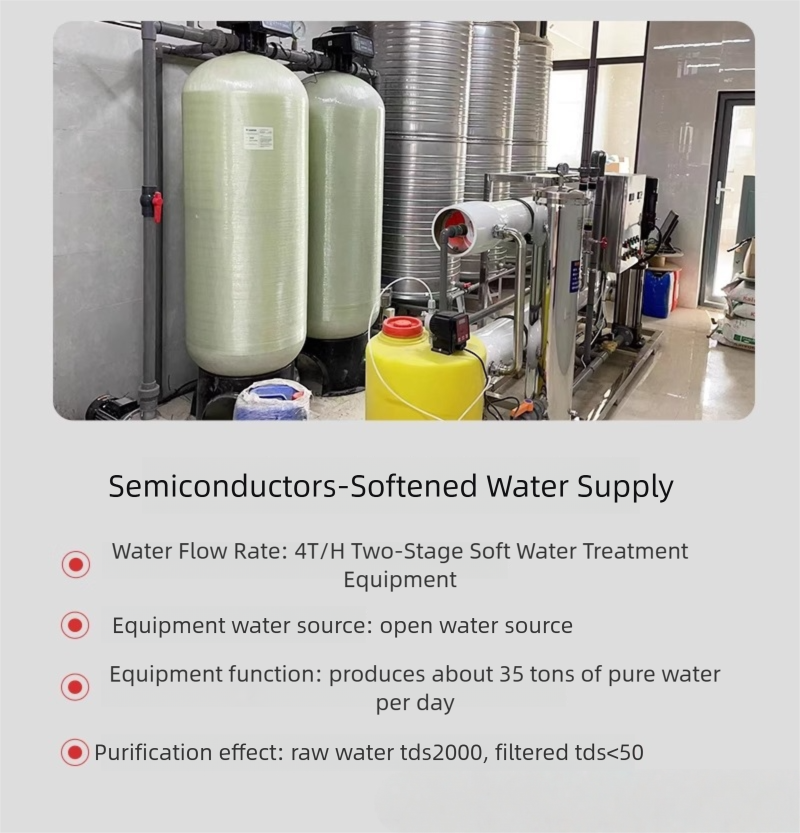
Ion-Exchange Softening System: Equipped with a dedicated salt box, this stage removes calcium and magnesium ions to eliminate scaling, protecting your capital assets from mineral buildup.
Precision Security Filter: Acts as the final defensive barrier to catch any microscopic particulates before the water enters the RO stage.
Reverse Osmosis (RO) Membrane Array: The core desalination stage where high-pressure separation produces high-purity water.
2. High-Performance Desalination & Technical Metrics
Our systems are engineered to handle high Total D
issolved Solids (TDS) concentrations while maintaining an exceptional recovery rate:
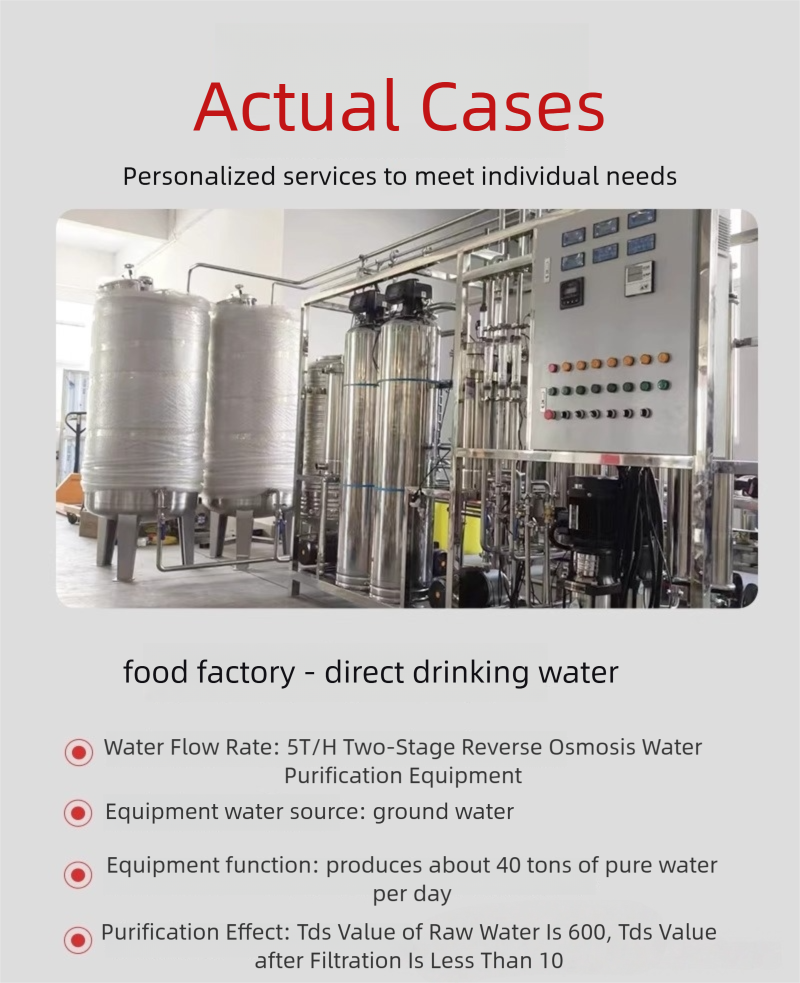
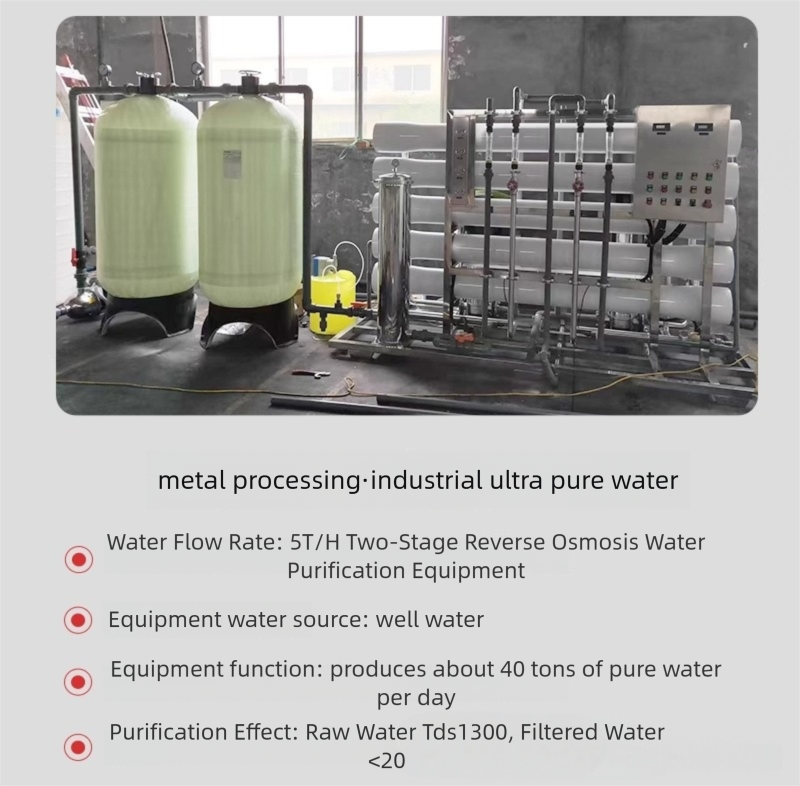
Exceptional Salt Rejection: In documented cases, our systems have reduced raw water TDS from 1300 mg/L to less than 20 mg/L (and below 10 mg/L in two-stage configurations).
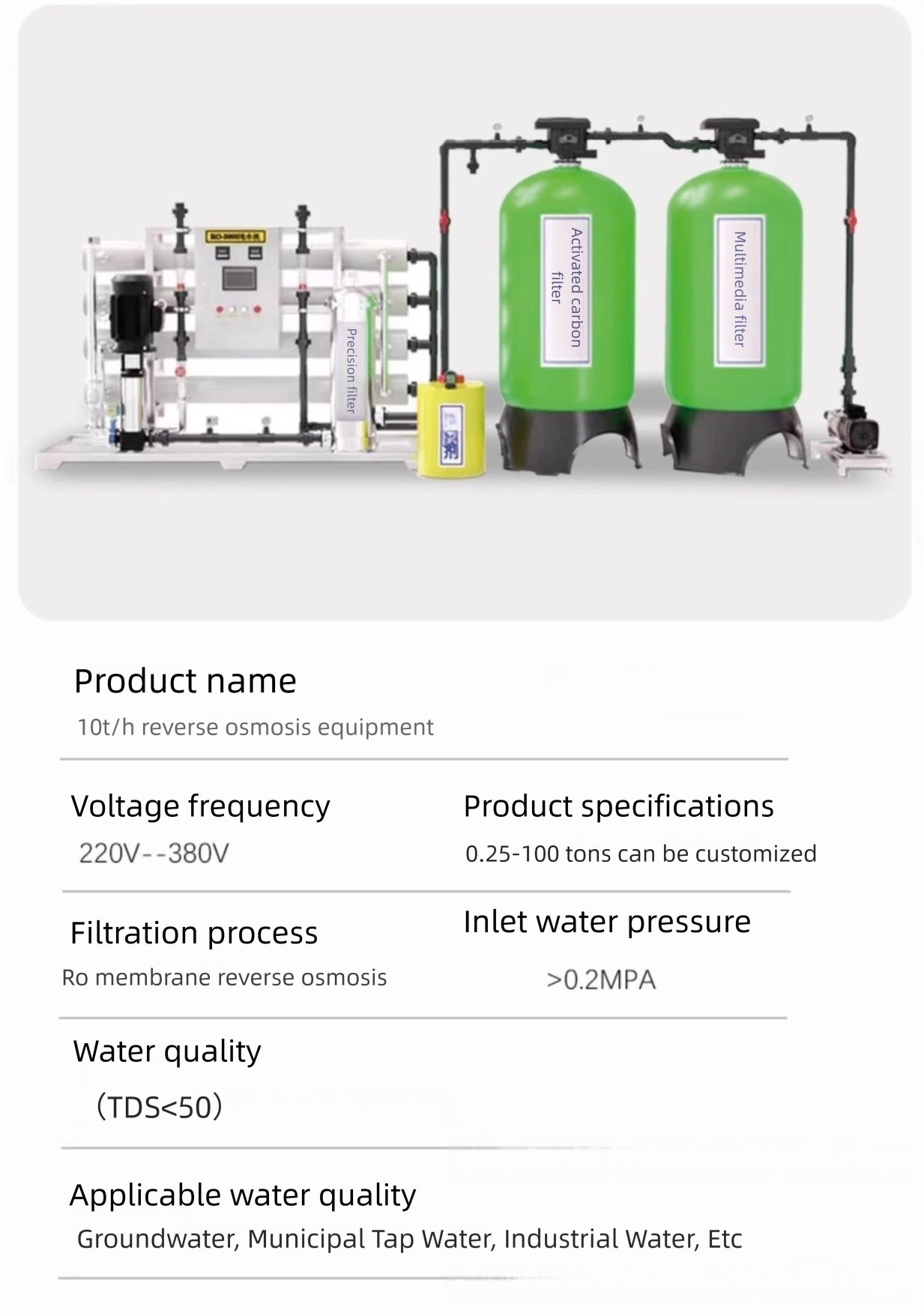
Scalable Capacity: We offer customizable configurations ranging from 1t/h to 10 t/h catering to everything from boutique laboratories to large
-scale chemical plants.
Industrial Durability: Built with thickened m
embrane shells and high-grade UPVC or stainless steel piping to withstand continuous high-pressure operation.
3. Intelligent Operation & Maintenance Features
To lower the total cost of ownership (TCO) for facility managers, the system integrates advanced automation:
Automatic Backwash & Flushing: Scheduled maintenance cycles maintain system flux and prevent membrane “blinding,” extending the life of filter media.
Real-Time Data Monitoring: Integrated gauges provide instant feedback on PSI differentials and flow rates, allowing for predictive maintenance before downtime occurs.
High-Pressure Safety Protocols: Equipped with industrial-grade booster pumps designed to operate optimally with an inlet water pressure of >0.2 MPA.



4. Versatile Industrial Applications
The industrial reverse osmosis system by yourwatergoodcompany is the trusted choice for diverse high-standard sectors:
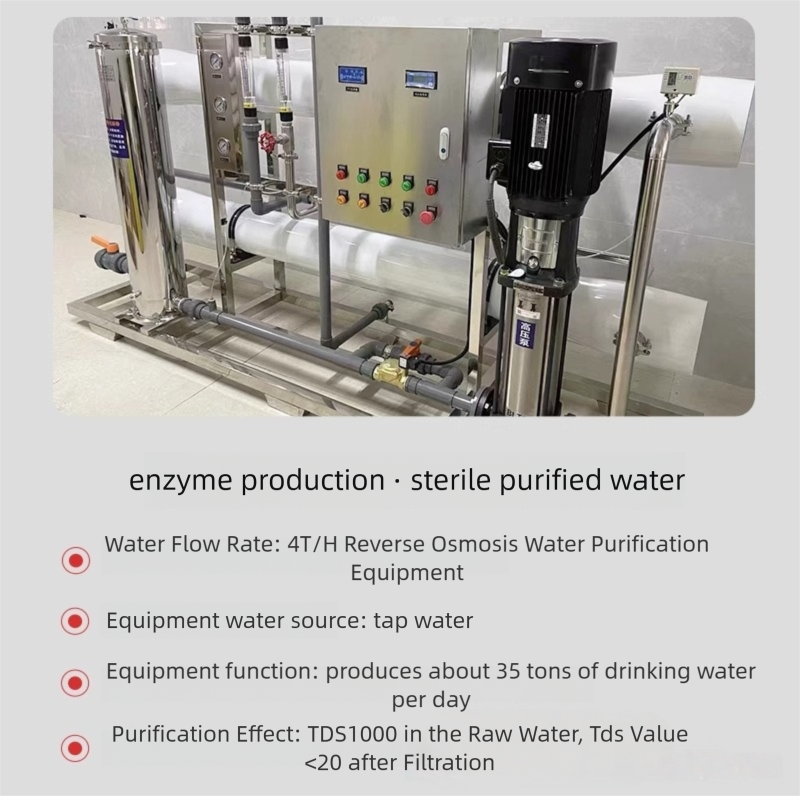
Food & Beverage Production: Provides sterile, consistent ingredient water for manufacturing and direct drinking applications.
Medical & Laboratory Use: Meets the requirements for low-conductivity purified water in sensitive testing environments.
Livestock & Agriculture: Ensures a safe, mineral-balanced water supply for large-scale breeding and cultivation.
Metal Processing & Ultra-Pure Water: Protects precision machinery from corrosion and mineral deposits during industrial cleaning or manufacturing.
5. Professional Installation & Operational Guidelines
To ensure the maximum ROI of your investment, our engineering team recommends:
Pressure Management: Maintain a stable inlet pressure of at least 0.2 MPA. For sites with insufficient pressure, we provide pre-boost pump integrations.
Waste Management: RO systems naturally produce concentrated wastewater. We ensure discharge lines remain unobstructed (no valves) to maintain osmotic balance.
Storage Integration: The system is designed to pair with purified water tanks or pressure tanks to handle peak usage demands effectively.