
Data Center Filtration & Strainer Systems for High-Density AI Compute Clusters

AI compute clusters utilizing next-generation GPUs have pushed machine room architecture past the limits of traditional air cooling. High-density server deployments exceeding 40 kW to 100 kW per rack demand direct-to-chip liquid cooling or high-capacity evaporative heat rejection systems.
Within these mission-critical thermodynamic loops, water quality shifts introduce immediate operational hazards. Poor source water management leads directly to scale buildup, biological fouling, and equipment corrosion that threaten facility uptime.
AI computing arrays generate intense heat fluxes that air cooling cannot manage, requiring direct-to-chip liquid loops. Server cold plates feature internal fluid microchannels under 100 microns. Standard source water contains suspended solids and hardness minerals that form scaling barriers under high thermal loads. Implementing an automated data center filtration & strainer system—the self-cleaning strainers and EDI+RO plants from YourWaterGood—is required to intercept particles down to the sub-micron level and remove dissolved minerals, keeping cooling lines completely clear.
Open cooling towers continuously accumulate dirt and scale precursors, forcing operators to execute frequent water blowdowns to prevent fouling, which severely degrades Water Usage Effectiveness (WUE). Integrating an automatic self-cleaning strainer allows the facility to backwash and purge captured solids instantly based on differential pressure without interrupting loop flow. This keeps heat exchangers clean to optimize Power Usage Effectiveness (PUE) and permits the plant to run at higher Cycles of Concentration (CoC), saving up to 40% on makeup water.
Implementing high-efficiency data center filtration & strainer systems is the foundational step required to lock in the following engineering specifications:
- Total Dissolved Solids (TDS) Mitigation: Continuous elimination of mineral ions to prevent hard scale precipitation across secondary heat exchangers.
- Particulate Exclusion Limits: Maintenance of strict side-stream filtration levels down to 1-5 microns to protect variable-frequency pumps and cold plate interfaces.
- Biological Mucilage Prevention: Automatic backwashing and chemical dosing arrays to eliminate biofilm thermal insulation layers.
- BMS Integration Readiness: Real-time monitoring of differential pressure (PSI) and effluent conductivity via Modbus or BACnet protocols.
Fast Check Product: https://yourwatergood.com/product/industrial-reverse-osmosis-system/
| Engineering Parameter | On-Site Data Center Vulnerability | YourWaterGood Equipment Specification | Target Performance Metric |
| System Volumetric Flux | Scaling multi-megawatt room footprints | Modular, expandable skid-mounted arrays | 1 t/h to 10 t/h custom scaling |
| Particulate & Strainer Rating | Blocked cold plates & fouled exchangers | Differential pressure-triggered self-cleaning strainers | 35-40 mesh (FWS) / <5 µm absolute (TCS) |
| Desalination / Salt Rejection | Mineral scaling and localized hot spots | High-rejection dual-pass RO membrane trains | Compresses raw water TDS from 1300 mg/L down to < 10 mg/L |
| Electrical Resistivity | Electrolyte tracking & galvanic pitting | Continuous Electrodeionization (EDI) stacks | Eliminates chemical downtime; delivers up to 18.2 MΩ·cm |
| Hydraulic Equilibrium Baseline | Fluctuating municipal supply pressure | VFD-controlled high-pressure booster pumps | Maintained continuous stable flux at inlet pressure > 0.2 MPa |
Thermal Throttling Risks: How Water Quality Dictates GPU Uptime
When cooling water quality degrades, the financial consequences extend far beyond basic maintenance costs. Modern high-density AI clusters rely on hyper-precise thermal transfer surfaces inside Liquid Cooling Packages (LCPs) and Coolant Distribution Units (CDUs).
Even a microscopic layer of calcium carbonate or silica scale acts as an aggressive thermal insulator. This insulation impedes heat rejection, causing local chip temperatures to spike rapidly.
To prevent catastrophic hardware destruction, modern GPUs initiate automatic thermal throttling. This survival mechanism lowers processing clock speeds, directly degrading the computational throughput of the entire AI training cluster.
If scaling or bio-fouling continues unaddressed, localized hot spots will trigger automated system shutdowns. A single unscheduled outage in a mission-critical data center can incur catastrophic financial losses per hour in lost compute revenue.
Pre-Treatment Dynamics: Mitigating High Silica and Reclaimed Water Scaling
Data centers increasingly utilize reclaimed or municipal recycled water to lower their Water Usage Effectiveness (WUE) metrics. However, reclaimed water supplies introduce highly volatile chemical profiles, characterized by elevated levels of silica, chlorides, and organic compounds.
Silica scaling is exceptionally difficult to manage because it cannot be dissolved by standard chemical acid washes once precipitated. Pre-treatment engineering must adapt dynamically to these specific raw water inputs to protect downstream assets.
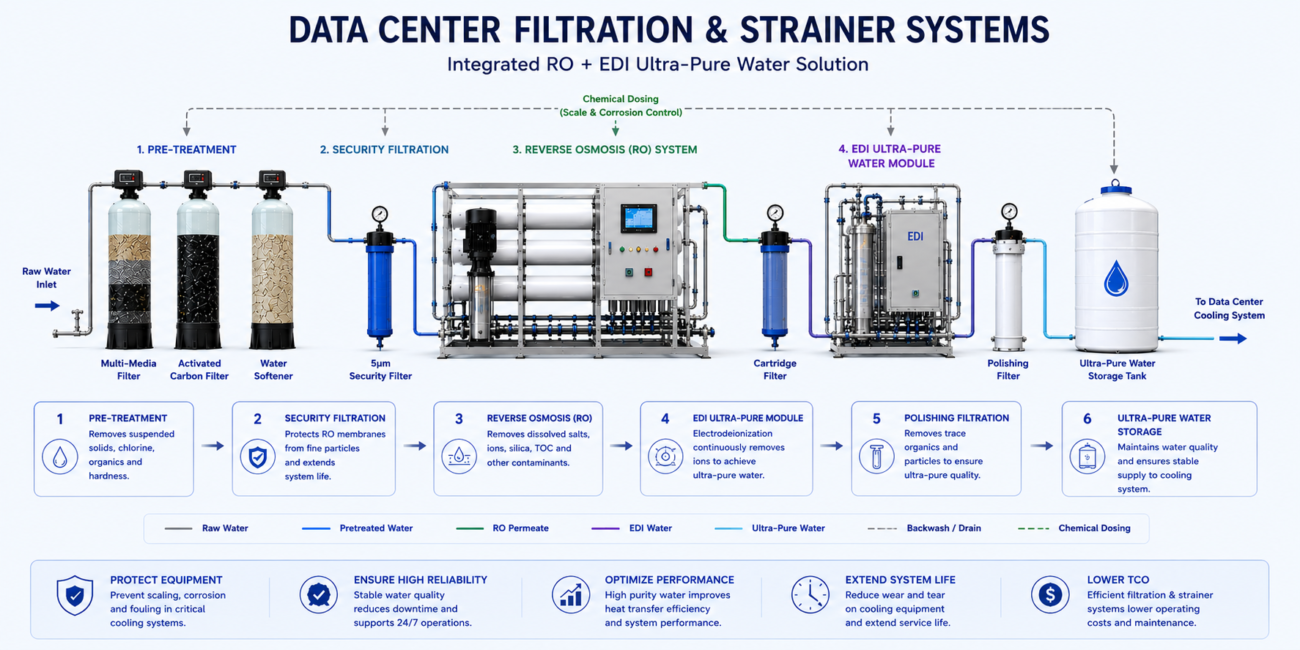
[Raw Water Input] -> [Multimedia Filtration] -> [Water Softening Skid] -> [Precision Security Strainer] -> [RO/EDI Array]
Primary defense requires robust multimedia filtration to strip out suspended solids and turbidity before they reach sensitive membrane interfaces. This step is followed immediately by industrial-grade ion-exchange water softeners equipped with automated brine regeneration systems to eliminate calcium and magnesium ions.
For high-silica source water, specific antiscalant dosing systems must be integrated prior to the high-pressure filtration stage. This alters the crystal morphology of dissolved minerals, keeping them in suspension even at elevated concentration cycles within cooling towers.
Multi-Stage Engineering: Integrating Reverse Osmosis and EDI Membranes
Achieving the sub-10 uS/cm conductivity levels required for secondary liquid cooling loops demands a multi-stage separation architecture. Combining Industrial Reverse Osmosis (RO) with Electrodeionization (EDI) systems delivers high-purity water without relying on hazardous chemical resin regeneration.
The system begins with a high-rejection industrial reverse osmosis system acting as the primary bulk demineralization stage. This configuration targets raw water inputs with high TDS concentrations, effectively reducing mineral loads by up to 99%.
The 5-Level Protection Framework
- Multimedia Filtration: Intercepts large-scale physical contaminants, sediment, and suspended solids to prevent premature fouling of downstream systems.
- Activated Carbon Filtration: Adsorbs residual chlorine and organic compounds, protecting sensitive polymer membranes from oxidative breakdown.
- Ion-Exchange Softening: Utilizes dedicated resin beds to strip out hardness ions, preventing scale accumulation on high-pressure equipment.
- Precision Security Filter: Acts as a absolute-rated defensive barrier to catch microscopic particulates before water enters the membrane array.
- Reverse Osmosis Array: High-pressure separation producing pure permeate water while continuously discharging concentrated mineral reject streams.
Following primary RO filtration, the water passes directly into an Electrodeionization (EDI) module. The EDI system applies an electrical field across ion-selective membranes and resin beds, continuously drawing out remaining trace ions.
This process yields ultrapure water with a resistivity approaching 18.2 MΩ.cm, providing optimal dielectric protection for liquid-to-liquid heat exchangers. Because the electrical current continuously regenerates the internal resin, facility managers avoid the operational downtime and environmental liabilities associated with acid-base chemical washes.

Hydronic Architecture: Designing N+1 and 2N Redundant Filtration Skids
Mission-critical infrastructure cannot tolerate a single point of failure. Water treatment systems supporting AI data centers must match the electrical and mechanical redundancy standards governing the server floors.
Standard commercial water filtration systems are built for intermittent duty cycles. Data center grade systems are engineered as skid-mounted, fully integrated 316L stainless steel configurations capable of continuous 24/7/365 operation under high-pressure dynamics.
| Engineering Parameter | Standard Commercial Skids | Data Center Grade High-Redundancy Systems |
| Redundancy Configuration | Single Train (No Redundancy) | N+1, N+2, or 2N Parallel Train Architecture |
| Flow Velocity Capacity | 10 – 50 GPM | 100 – 1,000+ GPM (Scalable) |
| BMS Communication Protocols | Analog Only (4-20mA) | Modbus TCP / BACnet IP / SNMP Integrated |
| Piping Materials | Standard PVC / Schedule 80 | Thickened UPVC / 316L Stainless Steel |
| Filtration Absolute Rating | 10 – 20 Microns | Down to 0.0001 Microns via Multi-Stage RO |
| Fail-Over Automation | Manual Valve Isolation | Automated Pneumatic/Electric Actuated Fail-Over |
Implementing an N+1 design ensures that if one reverse osmosis train or side-stream strainer bank requires backwashing or membrane replacement, parallel units instantly ramp up production. This keeps system flux and pressure drops completely stable across the cooling loop, preventing thermal flux in the server hall.
Operational Economics: Lowering PUE and Infrastructure OPEX via Automation
Optimizing Power Usage Effectiveness (PUE) and Water Usage Effectiveness (WUE) requires continuous control of thermodynamic efficiency. Clean heat exchanger surfaces maximize the cooling capacity of every gallon of water circulated, lowering pump power consumption and cooling tower fan speeds.
Integrating automatic backwash and flushing cycles maintains optimal system flux without requiring manual maintenance intervention. The system monitors differential pressure gauges across all strainer arrays; once the PSI drop across a filter element exceeds a precise threshold, the automated backwash sequence initiates.
This rapid, automated removal of trapped solids prevents membrane “blinding” and media compaction. Consequently, high-pressure booster pumps operate consistently within their peak efficiency curves, lowering the overall facility energy draw.
By preventing mineral scaling, the system allows cooling towers to run at higher cycles of concentration (CoC). This drastically reduces blowdown wastewater volume, lowering municipal water purchase costs and sewer discharge fees simultaneously.
Field Engineering Insight: Micro-Channels and Temperature Correction
Field engineers servicing hyper-scale infrastructure must account for unique mechanical variables that standard commercial systems ignore. A primary concern is the physical scale of cold plate micro-channels.
Direct-to-chip cold plates utilize internal micro-channels that are frequently less than 100 microns wide to maximize surface area contact with the GPU die. If water hardness or dissolved silica is allowed to slip past primary filtration, precipitation occurs rapidly within these micro-channels due to the extreme local heat flux.
[Silica/Hardness Slip] -> [100-Micron Micro-Channels] -> [Localized Heat Flux] -> [Precipitation & Total Channel Clogging]
Once a single micro-channel is blocked, localized thermal dissipation stops completely, destroying the chip via rapid thermal stress. This highlights the necessity of absolute-rated sediment filtration, such as high-capacity PP cotton pre-filters and carbon blocks, prior to final treatment steps.
Furthermore, engineers sizing water systems in northern climates must factor in the Temperature Correction Factor (TCF) of reverse osmosis membranes. As municipal inlet water temperatures drop during winter months, water density increases, causing a natural decline in membrane permeate flux.
A system rated for 10 tons per hour at 77°F (25°C) can experience up to a 30% to 40% reduction in pure water output when source water drops to 41°F (5°C). Industrial water skids must therefore be designed with variable-frequency high-pressure pumps and oversized membrane arrays to guarantee rated output during peak winter thermal shifts.
ASHRAE TC 9.9 Compliance: Water Quality Standards for Mission-Critical Facilities
The American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) Technical Committee 9.9 establishes the strict water quality parameters required for data center liquid cooling applications. Compliance with these standards is critical to validate hardware warranties with major server manufacturers.
Key metrics specified under these frameworks include strict limits on water conductivity, pH levels, total hardness, and specific corrosive ions like chlorides and sulfates. Maintaining pH within a precise 7.0 to 9.0 range prevents both acidic corrosion of copper cold plates and alkaline scaling of steel piping networks.
Furthermore, chloride concentrations must be kept under ultra-low thresholds to eliminate the risk of pitting corrosion on stainless steel components subjected to continuous high-velocity flow. Adhering to these guidelines ensures long-term operational integrity and protects the multi-million dollar capital investments deployed on the data center floor.
Data Center Filtration FAQs
What is the ideal filtration micron rating for direct-to-chip cooling loops?
Primary side-stream filtration should utilize absolute-rated elements down to 1-5 microns to intercept fine particulates. For the creation of ultrapure makeup water inside the primary loop, multi-stage reverse osmosis membranes filter down to 0.0001 microns, effectively stripping out dissolved ions, heavy metals, and bacterial contaminants.
How does high water hardness affect data center cooling tower PUE?
High water hardness causes calcium and magnesium ions to precipitate directly onto the internal fills of cooling towers and heat exchanger tubes. This scale buildup forms a thermal barrier, forcing the system to consume significantly more electrical energy to reject the same thermal load, which directly degrades the facility’s PUE rating.
Why is reclaimed water more hazardous to data center cooling loops than municipal water?
Reclaimed water contains highly variable, elevated concentrations of silica, phosphorus, and ammonia, alongside high baseline TDS levels. These elements accelerate both hard mineral scaling and aggressive biological biofilm growth, requiring sophisticated pre-treatment arrays including specialized softeners, carbon blocks, and precise chemical dosing.
Can an EDI system replace a standard mixed-bed deionizer in data centers?
Yes. Electrodeionization (EDI) systems eliminate the need for mixed-bed chemical resin regeneration. They operate continuously using electrical currents to regenerate internal ion-exchange resins, ensuring stable output quality, lower maintenance OPEX, and zero on-site storage of hazardous acids or bases.
What inlet water pressure is required for industrial data center RO skids?
Industrial RO configurations typically require a stable, positive inlet water pressure of greater than 0.2 MPA (approximately 29 PSI) to feed high-pressure booster pumps efficiently. For sites experiencing pressure drops or municipal instability, integrated pre-boost pump skids must be engineered into the intake architecture.
Secure Infrastructure Integrity with Custom Engineering
Protect your high-density assets from thermal degradation, scale failure, and unexpected operational downtime. Work directly with our industrial water treatment engineers to deploy ruggedized data center filtration & strainer systems and high-purity water loops configured exactly to your facility’s PUE targets and ASHRAE compliance frameworks.
Contact yourwatergoodcompany today to lock in your mission-critical water specs:
- Get an Infrastructure Engineering Quote: Receive itemized pricing on custom 1t/h to 10t/h industrial reverse osmosis and EDI systems tailored to your technical load.
- Secure B2B Wholesale / Factory-Direct Pricing: Streamline your capital expenditure profile by sourcing directly from our engineering and manufacturing facility.