
Industrial Water Filtration for Food and Beverage Industry: Protecting Quality and ROI

The direct solution for facility managers: The most effective strategy to ensure product consistency, comply with EPA and FDA-grade process water standards, and eliminate equipment scaling in food and beverage plants is the deployment of a high-capacity water filtration for food and beverage industry system anchored by Industrial Reverse Osmosis (RO). By removing 99% of dissolved solids, chlorine, and organic contaminants, these systems—typically ranging from 10 to 100+ GPM—protect capital assets like industrial boilers and steam kettles while guaranteeing the flavor profile of the final product.
Industrial RO systems for the food and beverage industry require robust pre-filtration to ensure 99.9% TDS removal and flavor consistency. While some industrial RO machines are built for raw power, YourWaterGood emphasizes a modular system approach. By pairing high-capacity industrial RO units with external, high-density pre-filtration, F&B facilities can prevent membrane fouling from organic sediment, significantly extending the lifespan of the system in high-demand kitchen and bottling environments.
Stop allowing municipal water fluctuations to dictate your batch quality. Implementing a multi-stage filtration architecture is a mechanical necessity for modern food and beverage production.
Fast Check Product:https://yourwatergood.com/product/industrial-reverse-osmosis-system/
What is the Best Solution for Food and Beverage Production Scenarios?
In the food and beverage sector, water is never just an ingredient; it is a critical utility. Whether it is used for ingredient mixing, steam generation, or facility sanitation, the chemistry of that water defines your operational efficiency.
The gold standard for these facilities is a Sanitary-Grade Industrial Reverse Osmosis System integrated with robust pre-treatment. Because food plants often operate in regions with high-alkalinity municipal water or mineral-heavy industrial well water, a standalone filter is insufficient.
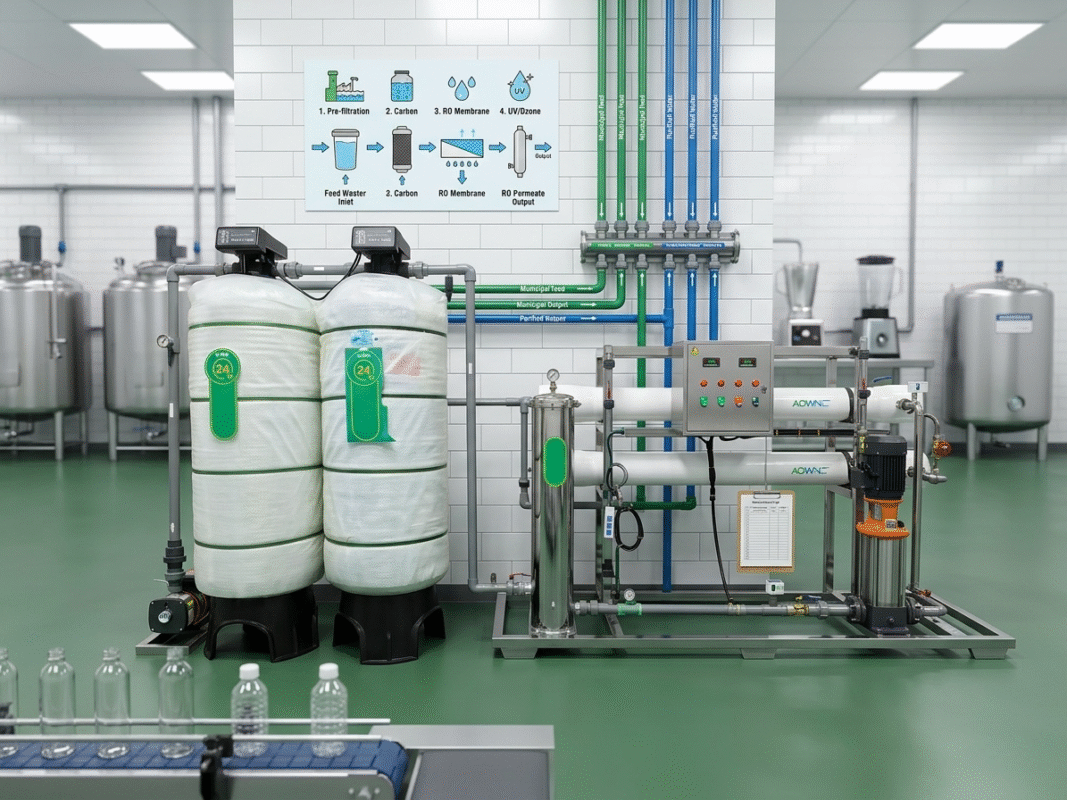
The optimal configuration requires:
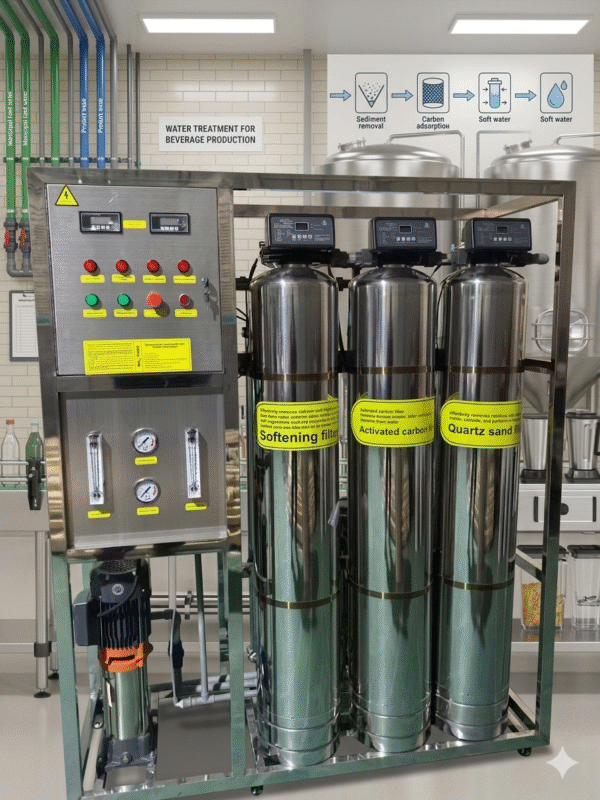
- Automated Pre-Treatment: High-flow multimedia and activated carbon filters to remove sediment and neutralize chlorine, which otherwise oxidizes RO membranes.
- Industrial Water Softening: Critical for preventing calcium carbonate scale in heat exchangers and boilers.
- High-Pressure RO Membrane Array: Utilizing stainless steel (SS316) housings to ensure sanitary conditions while stripping TDS (Total Dissolved Solids) that can alter the taste, color, and shelf-life of food products.
- UV Sterilization: A final safeguard to ensure microbial compliance without the use of residual chemicals.
This integrated approach ensures that the water entering your production line meets the strictest EPA water quality frameworks while providing a “blank slate” for flavor formulation.
Reverse Osmosis vs. Other Filtration Systems
Procurement officers frequently confuse standard mechanical filtration with reverse osmosis. In a B2B food production context, this mistake can lead to rejected batches and massive equipment repair bills.
Carbon and Sediment Filtration: Basic mechanical filters (like PP cotton or GAC) are excellent for removing particulate matter and chlorine. However, they are “passive” filters. They do not remove dissolved minerals like silica, magnesium, or nitrates. If your plant produces beverages, these dissolved minerals will react with your ingredients, leading to cloudiness or flavor “drift.”
Ultrafiltration (UF): UF is effective for removing bacteria and suspended solids but, like standard filtration, it does not lower the TDS. It is often used as a pre-treatment for RO, but it cannot replace RO when ingredient purity is the primary goal.
Industrial Reverse Osmosis (RO): RO is a molecular separation technology. By applying high PSI to move water through semi-permeable membranes, it removes dissolved ions that other filters miss. For the beverage industry—from craft breweries to large-scale bottling plants—RO is the only way to achieve “Standardized Water,” ensuring a product made in a Kentucky plant tastes identical to one made in a California facility.
How to Choose the Right System
Sourcing a B2B water system requires an engineering-first mindset. Do not purchase a “one-size-fits-all” unit from a general retailer. A professional manufacturer must audit your specific facility parameters before a specification is issued.
When selecting a supplier for your food or beverage plant, verify the following:
- Capacity and Flux Rate Calculation: Does the supplier understand your peak GPM requirements? A system that cannot keep up with your bottling line’s surge demand will cause pressure drops and production halts.
- Sanitary Design Standards: For the food industry, SS316 stainless steel is non-negotiable for high-pressure piping and membrane housings. Avoid suppliers who utilize low-grade plastics in high-heat or high-pressure zones.
- Automation and Remote Monitoring: Modern plants require PLC-controlled systems that provide real-time TDS, flow rate, and PSI data. Your engineering team should be able to monitor the system’s health via your facility’s SCADA or a dedicated digital interface.
- Direct Factory Sourcing: Working directly with the manufacturer ensures you receive wholesale B2B pricing and, more importantly, direct access to the technical engineers who designed the system.
POE vs. POU Systems in Food Plants
The layout of your facility dictates whether you need a Point-of-Entry (POE) or Point-of-Use (POU) configuration.
Point-of-Entry (POE): These are centralized systems that treat every gallon of water entering the facility.
- Best for: Large-scale bottling plants or food factories where water is used heavily in the product, for cleaning, and for boiler feed. It protects the entire plumbing infrastructure from scaling.
- Advantage: Uniform water quality throughout the entire plant.
Point-of-Use (POU): POU systems are localized skids installed directly before a specific piece of equipment, such as an industrial steamer, an espresso machine bank, or a specific mixing vat.
- Best for: Facilities where only 20% of the water needs to be RO-grade, while the rest can be standard filtered water.
- Advantage: Significantly lower CAPEX and reduced wastewater discharge.
Cost, ROI, and Equipment Protection
The return on investment for high-quality water filtration is calculated through the lens of Asset Protection and Yield Consistency.
1. Protecting High-Value Capital Equipment: In the food industry, steam is life. Steam kettles, industrial ovens, and boilers are highly susceptible to scale. A 1/16th inch of scale buildup can increase energy costs by 15% and lead to catastrophic heating element failure. RO water removes the scale-forming minerals at the source, adding years to the lifespan of your machinery.
2. Reducing Maintenance and Downtime: Frequent descaling (acid cleaning) of equipment is expensive and requires production downtime. By implementing a high-flow RO system, you switch from a reactive maintenance model to a proactive operational model.
3. Product Consistency and Brand Integrity: If your ingredient water has fluctuating chlorine or mineral levels, your product’s flavor profile will change. In the beverage industry, consistency is the brand. RO filtration provides the stability required to scale your business across multiple locations without quality variance.
4. Energy Efficiency: Clean heating elements transfer heat more efficiently. By eliminating scale, your boilers and heat exchangers operate at their peak OEM thermal efficiency, significantly lowering your monthly utility bills.
Common Buyer Mistakes in the Food and Beverage Sector
Avoid these common pitfalls that can derail your facility’s water strategy:
- Ignoring Chlorine Breakthrough: Many buyers focus on the RO membrane but neglect the carbon pre-filter. Chlorine in municipal water will “blind” an RO membrane almost instantly. Always ensure your system includes automated chlorine monitoring or oversized carbon tanks.
- Underestimating Wastewater (Brine) Ratios: All RO systems produce wastewater. If your facility has strict discharge permits or limited drainage, you must choose a “high-recovery” system designed to minimize brine output.
- Buying “Light Commercial” for “Heavy Industrial” Loads: A system designed for a small restaurant will fail in a 24/7 food factory. Ensure your pumps are rated for continuous duty and your housings can handle the constant PSI cycling of a production environment.
- Neglecting the Sanitary Loop: In food production, stagnant water is a risk. Ensure your system is designed with a recirculating loop or “dead-leg” prevention to stop bacterial growth during off-hours.
Frequently Asked Questions (FAQ)
Does RO water affect the taste of beverages? Yes. RO water is a “blank slate.” It allows beverage chemists to add back specific minerals (re-mineralization) to create a precise flavor profile, which is essential for coffee, craft beer, and bottled water brands.
How does water filtration help with EPA compliance? Industrial RO systems are highly effective at removing contaminants listed under the EPA’s Safe Drinking Water Act, including nitrates, lead, and PFAS. This ensures your process water exceeds the baseline requirements for food production.
What is the typical GPM needed for a commercial bakery? Most mid-sized industrial bakeries require between 5 and 15 GPM to handle proofing, dough mixing, and pan washing. Large-scale facilities may require 50+ GPM to support continuous steam ovens.
How often do we need to replace the membranes? With proper pre-treatment (softening and carbon filtration), high-quality industrial RO membranes should last 2 to 3 years. If they are failing sooner, your pre-treatment system is likely undersized for your local water hardness.
Can we use RO water for facility wash-down? While you can, it is often more cost-effective to use softened or filtered water for general wash-down and reserve the ultra-pure RO water for ingredients and high-heat equipment (boilers/steamers).
Maximize Your Facility’s Operational Stability
Water is the foundation of your production line. Don’t let poor water quality compromise your equipment or your brand’s reputation. Whether you are building a new beverage plant or upgrading a food processing facility, you need a system that delivers engineering reliability and a clear path to ROI.
Take control of your facility’s most vital utility. Request a custom engineering audit, B2B wholesale pricing, and a full technical parameter sheet for your water filtration for food and beverage industry directly from our manufacturing team today.