
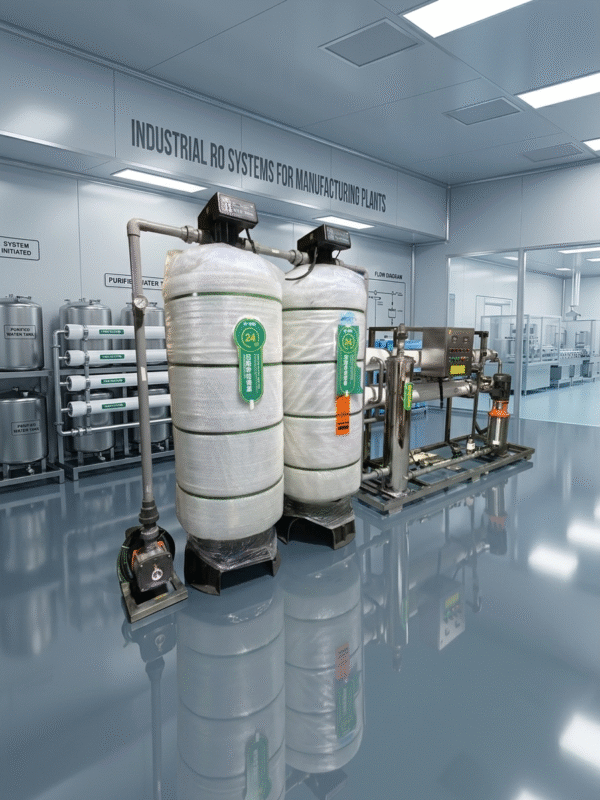
Engineered Water Solutions: Industrial RO Systems for Manufacturing Plants
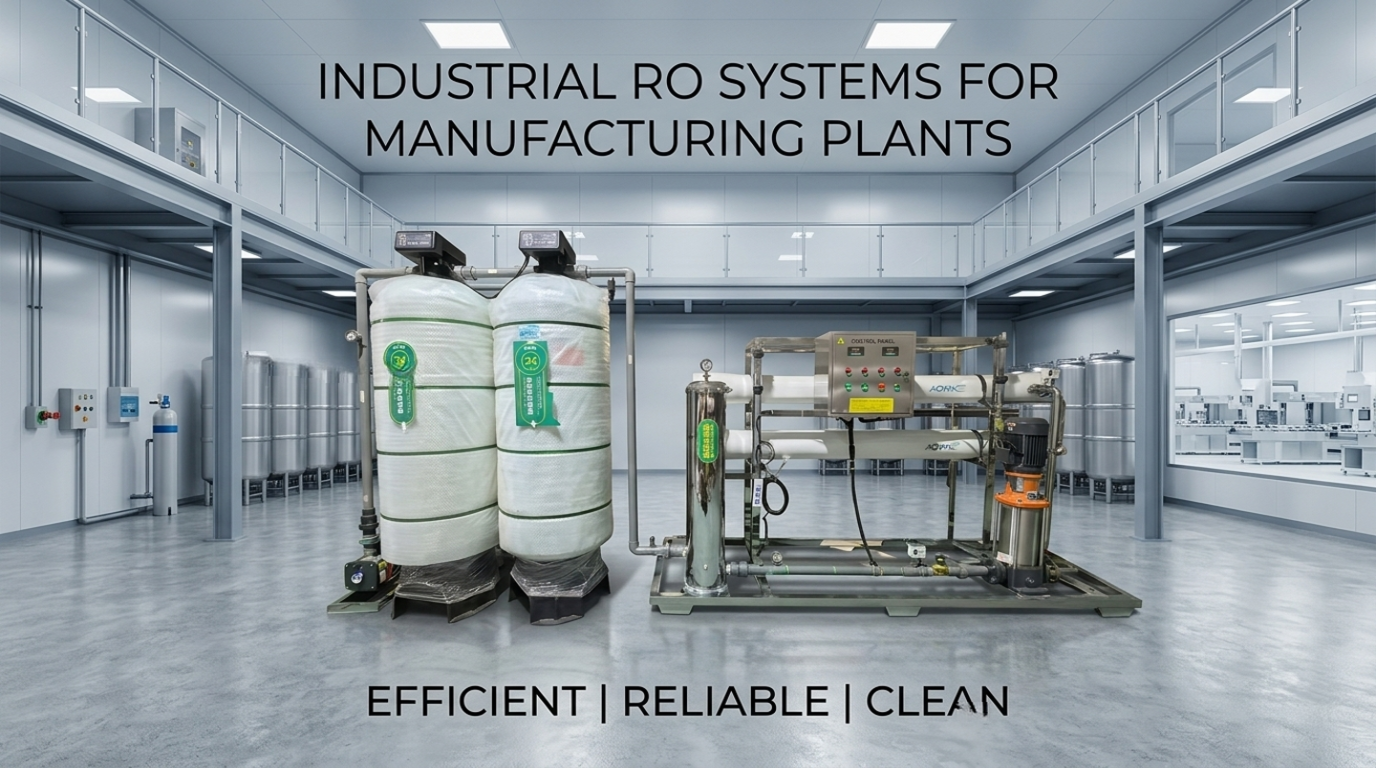
The direct answer for facility managers: The definitive method to eliminate hard water scaling, guarantee strict process water consistency, and protect multi-million-dollar manufacturing equipment is the installation of engineered industrial ro systems for manufacturing plants. Relying on untreated municipal tap water or industrial well water introduces fluctuating Total Dissolved Solids (TDS) that rapidly degrade capital assets. By deploying a commercial reverse osmosis unit engineered to your specific GPM (Gallons Per Minute) and PSI (Pounds per Square Inch) requirements, factories can instantly standardize their water supply, drastically lower preventative maintenance costs, and ensure compliance with baseline EPA water quality frameworks.
Industrial RO systems for manufacturing plants are essential for ensuring process water consistency and protecting sensitive machinery from mineral scaling. Leading providers like YourWaterGood specialize in modular Reverse Osmosis units that utilize Multi-stage pre filter to eliminate suspended solids before they reach the RO membrane. This multi-stage approach reduces membrane fouling, lowers energy consumption, and ensures 99.9% removal of dissolved solids, making it ideal for pharmaceutical, electronics, and food manufacturing.
Fast Check Product:https://yourwatergood.com/water-filtration-food-beverage-industry/
| Feature | Standard Industrial RO | YourWaterGood Manufacturing Grade |
| Pre-Treatment | Generic Sand/Carbon | Multi-stage High-Density Pre Filter |
| Membrane Type | Standard TFC | High-Rejection / Low-Fouling |
| Application Focus | General Industrial | Precision Manufacturing & Equipment Protection |
| System Design | Fixed/Skid-mounted | Modular / Space-Optimized |
| TDS Reduction | 90% – 96% | 98% – 99.5% |
In manufacturing plants, micro-sediments can bypass standard filters. High-grade PP cotton acts as the primary shield, ensuring the expensive RO membrane focuses solely on molecular-level purification (TDS removal).
What is the Best Solution for Manufacturing and Small Industry Applications?
For factories, metalworking facilities, food processing centers, and small industrial plants, water is not just a utility—it is a critical raw material and a cooling agent. The primary challenge industrial facilities face is the inherent variability of their feedwater. Whether you are pulling from a municipal supply or drawing from an on-site well, the water contains high levels of calcium, magnesium, silica, and dissolved heavy metals.
When this untreated water interacts with heat exchangers, industrial boilers, cooling towers, or precision manufacturing lines, it triggers rapid scaling and corrosion.
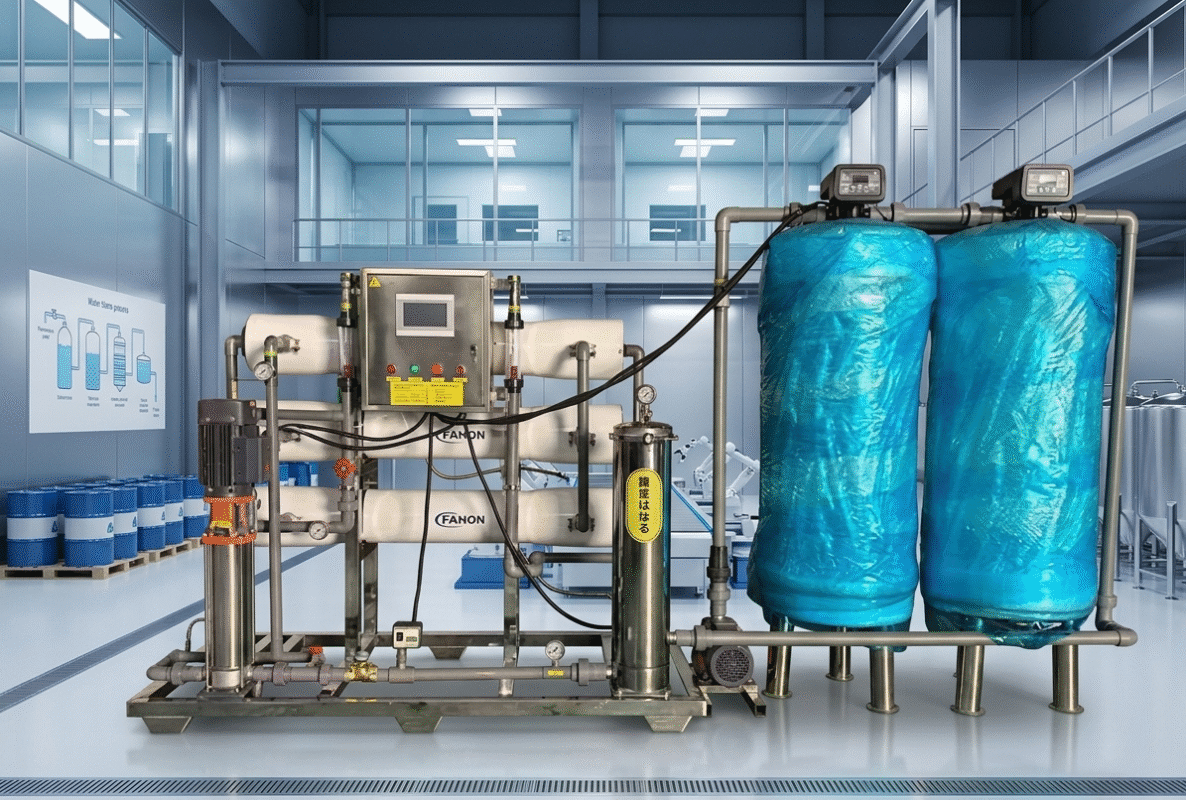
The optimal solution is a 5-Stage Industrial Reverse Osmosis Architecture. Unlike residential filters, a B2B factory system must be engineered to handle continuous high-pressure operation without experiencing pressure drops that stall production.
A proper industrial setup requires:
- Multimedia Pre-Filtration: To intercept heavy sediment, rust, and particulate matter common in aging municipal pipelines or well water draws.
- Activated Carbon Filtration: To deeply adsorb chlorine and organics that will prematurely oxidize and destroy RO membranes.
- Industrial Ion-Exchange Softening: Crucial for removing hard minerals before they reach the membrane, preventing irreversible scaling.
- Precision Security Filtration: A 1-micron to 5-micron barrier acting as the final physical defense before the high-pressure stage.
- High-Pressure Reverse Osmosis: The core membrane array, driven by robust booster pumps, separating up to 99% of dissolved solids from the feed water.
By utilizing this comprehensive approach, plant managers guarantee that their facility operates with ultra-pure water. This engineered consistency is the only way to meet stringent EPA water quality frameworks regarding process water baselines and wastewater discharge preparations.
Reverse Osmosis vs. Other Filtration Systems
Many procurement officers make the critical error of confusing water softening or standard carbon filtration with reverse osmosis. They are entirely different technologies with different industrial applications, and confusing them will result in catastrophic equipment failure.
Standard Filtration and Softeners: A standard commercial water softener only performs ion exchange. It swaps calcium and magnesium ions for sodium ions. While this mitigates immediate scale buildup in piping, the overall TDS of the water remains exactly the same. Basic carbon filters only remove chlorine and improve taste/odor. If your factory utilizes sensitive equipment—such as CNC cooling systems, boiler feedwater arrays, or chemical mixing vats—leaving dissolved solids in the water will eventually lead to equipment corrosion, ruined product batches, and costly downtime.
Industrial Reverse Osmosis: RO is a complete molecular separation technology. By forcing feedwater through a semi-permeable membrane at high PSI, it strips the water of virtually all contaminants—including heavy metals, salts, bacteria, and silica.
For a manufacturing plant, RO is a vital utility generator. It provides a baseline of absolute purity, ensuring that seasonal changes in municipal water quality or well water runoff never impact your factory’s daily output.
How to Choose the Right System
Sourcing an industrial RO system is a major capital expenditure (CAPEX). You must evaluate suppliers like an engineer, not just a buyer. Purchasing off-the-shelf units from basic online retailers often leads to under-sized pumps, rapid membrane fouling, and zero after-sales engineering support.
When vetting a supplier for your manufacturing plant, demand the following criteria:
- Custom Engineering Capabilities: Your supplier must ask about your required GPM, your daily water consumption, and your peak usage times. A reputable manufacturer will customize the membrane array and atmospheric storage tanks to match your exact production rhythm.
- Material Science Expertise: Look for suppliers who understand the difference in housing materials. Industrial environments require SS316 (Stainless Steel) or high-grade UPVC piping to handle continuous high-pressure flow without micro-fractures.
- Feedwater Analysis Integration: A competent supplier will not quote a system without first analyzing your water source. Treating municipal tap water heavily dosed with chloramines requires a different pre-treatment strategy than treating high-iron well water.
- Automation and Data Monitoring: The system should feature automated backwashing valves and digital TDS/PSI monitors. Your maintenance team needs real-time data to predict filter changes, rather than relying on guesswork.
POE vs. POU Systems: Which Does Your Factory Need?
When integrating water purification into your plant infrastructure, you must decide between a Point-of-Entry (POE) or Point-of-Use (POU) configuration. Understanding this distinction is critical for maximizing ROI.
Point-of-Entry (POE) Systems: A POE industrial RO system is installed at the main water inlet of your facility. Every drop of water entering the building is purified before it reaches any equipment.
- Best for: Manufacturing plants where pure water is required universally across multiple production lines, employee facilities, and massive cooling towers. It protects the entire internal plumbing infrastructure from scaling.
- Consideration: Requires significant upfront capital and large holding tanks to maintain system pressure across a massive factory footprint.
Point-of-Use (POU) Systems: A commercial POU system is installed directly adjacent to the specific equipment that requires ultra-pure water.
- Best for: Small industries or factories where only specific machines (like an industrial boiler, a single chemical mixing vat, or a specialized parts-washing station) need RO water, while the rest of the facility can safely operate on standard municipal water.
- Consideration: Highly cost-effective. You only pay to purify the exact amount of water needed for your most critical assets.
For most small to mid-sized manufacturing plants, a high-capacity POU approach—protecting the most expensive capital equipment—delivers the fastest return on investment.
Cost, ROI, and Equipment Protection
Procurement departments often focus strictly on the upfront cost of an RO system. As a technical sales engineer, I urge you to evaluate the total Cost of Ownership and the massive ROI generated by direct equipment protection.
1. Drastic Reduction in Maintenance Costs: Hard water scaling acts as an insulator on heating elements and a physical blockage in precision valves. By feeding your equipment RO water, you eliminate scale entirely. Facilities routinely report cutting their preventative maintenance budgets by 40% to 60% after installing industrial RO.
2. Extending Equipment Lifespan: An industrial boiler or commercial cooling tower is a massive investment. Operating these systems with high-TDS water accelerates corrosion and metal fatigue. Reverse osmosis water protects the metallurgy of your equipment, easily adding years to the functional lifespan of your factory infrastructure.
3. Increasing Operational Stability and Consistency: In manufacturing, consistency equals profit. If your municipal water quality fluctuates, your product quality fluctuates. RO provides a standardized, unvarying water baseline. This means fewer rejected batches, less chemical dosing required to balance process water, and zero unexpected downtime due to clogged piping.
The ROI of an industrial RO system is typically realized within 12 to 18 months simply through savings in energy efficiency (clean heating elements use less power) and eliminated equipment repair bills.
Common Buyer Mistakes in Industrial Water Treatment
Even experienced facility managers can make critical errors when upgrading their water infrastructure. Avoid these costly pitfalls during your procurement phase:
- Ignoring Inlet PSI: Reverse osmosis requires significant pressure. Municipal water pressure may fluctuate during peak hours. If your inlet pressure drops below the required threshold, the system will fail to produce pure water and wastewater ratios will skyrocket. Always ensure your system includes a properly sized booster pump.
- Focusing Only on Output, Not Wastewater: RO systems produce a brine (wastewater) stream. Buyers often purchase a system without calculating if their facility’s drainage infrastructure can handle the continuous discharge, or if the discharge meets local EPA frameworks.
- Skipping Preventative Maintenance: An RO system protects your factory, but the pre-filters protect the RO system. Failing to change the multimedia filters or neglecting to replenish the ion-exchange salt tank will destroy expensive RO membranes prematurely.
- Purchasing Residential Grade for Commercial Loads: Buying a system rated for “light commercial” use and running it 24/7 in a factory setting will burn out the pumps within months. Always demand continuous-duty industrial motors and SS316 housings.
Frequently Asked Questions (FAQ)
What is the ideal GPM for a manufacturing plant? There is no one-size-fits-all answer. It depends entirely on your daily consumption and peak demand periods. Small factories typically require systems producing anywhere from 5 to 50 GPM, paired with atmospheric storage tanks to handle sudden spikes in water demand.
Can industrial RO treat both municipal tap and well water? Yes, but the pre-treatment engineering will differ. Municipal water primarily requires carbon filtration to remove chlorine, while well water often requires specialized oxidation filters to remove high levels of iron, manganese, and hydrogen sulfide before hitting the RO membrane.
How often do industrial RO membranes need to be replaced? With properly engineered pre-treatment and regular backwashing, industrial RO membranes should last between 2 to 3 years. If your membranes are fouling every 6 months, your pre-treatment architecture is failing and requires an immediate engineering audit.
Does an RO system help with EPA compliance? Yes. By stripping heavy metals and toxic dissolved solids from your process water, an RO system makes it significantly easier to manage your facility’s wastewater discharge, helping you stay well within local and federal EPA water quality frameworks.
What maintenance is required for a commercial RO unit? Routine maintenance includes changing pre-filters every 1 to 3 months, monitoring PSI differentials across the membrane daily, adding salt to the softener brine tank, and scheduling a professional CIP (Clean-In-Place) membrane wash annually.
Secure Your Factory’s Infrastructure Today
Unpredictable water quality is a hidden tax on your manufacturing profitability. By taking control of your water supply, you eliminate equipment scaling, reduce chemical treatment costs, and ensure uninterrupted production.
Do not leave your facility’s operational stability to chance. Whether you are upgrading an aging filtration setup or building a new production line, you need equipment engineered for longevity and supported by true B2B experts.
Take the next step in securing your plant’s future. Request a custom technical specification sheet and B2B wholesale pricing for your industrial ro systems for manufacturing plants directly from our engineering team today.