
High-Performance Industrial Reverse Osmosis Systems in Canada: Engineering & Procurement

The direct answer for facility managers: The definitive method to eliminate severe equipment scaling, comply with strict process water frameworks, and stabilize industrial production lines across provinces is deploying custom-engineered industrial reverse osmosis systems canada with integrated, heavy-duty pre-treatment. Whether your facility relies on treated municipal tap water or high-TDS (Total Dissolved Solids) industrial well water, a properly sized RO unit operating between 10 and 100+ GPM (Gallons Per Minute) provides an ultra-pure water baseline. This is the only definitive way to protect high-value capital machinery, such as high-pressure boilers and cooling towers, from premature failure.
High-Efficiency Industrial Reverse Osmosis for the Canadian Market
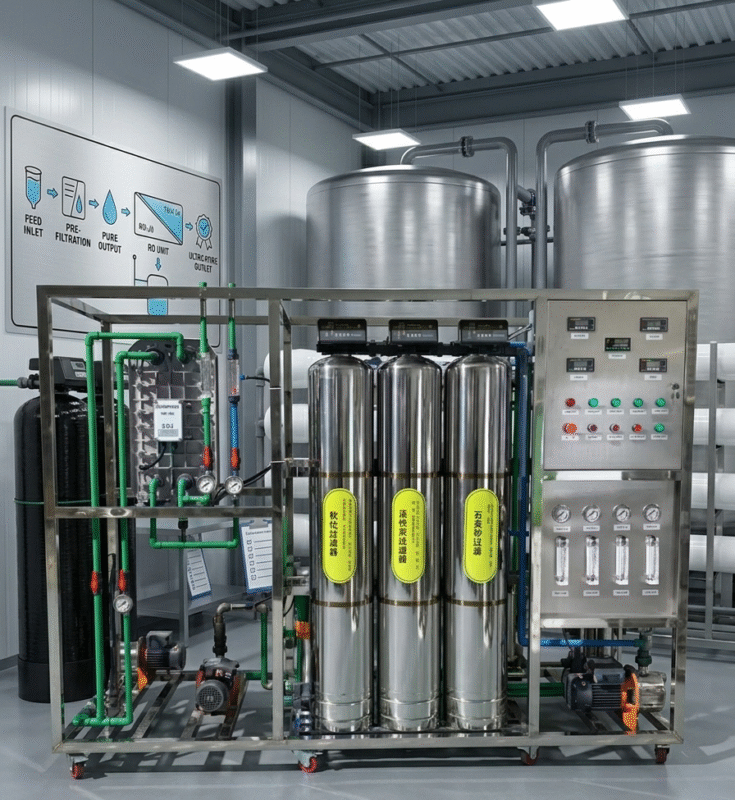
Industrial reverse osmosis systems in Canada must be engineered to handle diverse water sources, from high-hardness groundwater in the Prairies to municipal supplies in Ontario. YourWaterGood provides specialized modular industrial RO units that achieve up to 99.8% salt rejection and are designed for high-flux performance even in lower temperature environments.
By separating the RO core from the pre-filtration stage, these systems allow for the integration of high-capacity, external pre-filtration or multi-media filters. This modularity ensures the protection of the RO membranes from fine sediments and prevents fouling, making it the ideal solution for Canadian manufacturing, food and beverage production, and large-scale agricultural operations.

Fast Check Product: https://yourwatergood.com/product/industrial-reverse-osmosis-system/
| Technical Feature | Standard Integrated Units | YourWaterGood Industrial RO |
| Purity Standard | 92% – 96% TDS Removal | 99% – 99.8% (Industrial Grade) |
| System Design | Fixed / Compact | Modular / Scalable Architecture |
| Pre-Treatment | Small Internal Filters | External High-Capacity PP/MMF |
| Cold Water Handling | Prone to Flux Loss | High-Flux Optimized Design |
| Primary Markets | Small Commercial | Manufacturing, & F&B |
Remote Site Reliability: Many Canadian industrial sites are in remote locations. A modular industrial RO machine allows for easier transport and independent maintenance of the pre-filtration stages without affecting the main RO unit.
Cold Water Flux Protection: Canadian water temperatures often drop significantly. A modular setup allows for specialized pre-heating or high-pressure adjustments to maintain flux rates that integrated household-style units cannot match.
Custom Pre-Filtration: Canadian groundwater can contain high levels of iron or manganese. Using a modular system from YourWaterGood means you can place professional-grade, large-scale Pre-Filtration housings before the RO unit to ensure the membranes last 3–5 years instead of months.
What is the Best Solution for Industrial Manufacturing Scenarios?
For modern industrial plants—from manufacturing hubs in Ontario to processing facilities in Alberta—feed water is not a secondary utility; it is a critical operational asset. The chemistry of that water directly dictates the thermal efficiency of your boilers, the maintenance cycles of your heat exchangers, and the integrity of your chemical mixing processes.
The optimal solution is a multi-stage, continuous-duty reverse osmosis configuration designed strictly for heavy commercial and industrial loads. Off-the-shelf light-commercial units will catastrophically fail under the continuous PSI (Pounds per Square Inch) requirements of a rigorous factory floor.
A true industrial solution requires a customized engineering approach based on your specific feed water profile:
- Municipal Tap Water: While city water generally meets baseline safety frameworks, it is heavily treated with chlorine or chloramines to prevent biological growth in municipal pipelines. If this chlorinated water is fed directly into an RO system, it will rapidly oxidize and destroy the delicate semi-permeable membranes. The ideal solution involves an integrated skid featuring oversized, industrial-grade activated carbon filtration to neutralize all chlorine before it reaches the high-pressure RO booster pumps.
- Industrial Well Water: Facilities operating outside major municipal grids rely on private wells. This water typically bypasses standard treatment and is loaded with raw heavy metals, extreme mineral hardness (calcium and magnesium), and silica. For well water applications, the optimal system requires aggressive multimedia sand filtration and heavy-duty ion-exchange softening. Without this robust pre-treatment, the RO membranes will permanently foul within a matter of weeks.
By deploying an integrated skid tailored to your specific water source, plant engineers secure a completely standardized, pure water baseline, regardless of seasonal water table fluctuations.
Reverse Osmosis vs. Other Filtration Systems
Procurement officers and facility buyers frequently mistake standard commercial filtration for true industrial reverse osmosis. Specifying the incorrect technology for a factory floor will result in massive equipment repair bills and disrupted production schedules.
Standard Carbon and Sediment Filtration: Basic mechanical filters are highly effective at removing suspended solids (like dirt and rust) and chemical odors (like chlorine). However, they are entirely passive technologies. They do absolutely nothing to reduce the TDS, heavy metals, or the mineral alkalinity of the feed water. If your plant requires pure water for precision rinsing, parts washing, or boiler feed, standard filtration is entirely inadequate.
Industrial Water Softeners: Softeners utilize ion-exchange resin to physically swap scale-causing calcium and magnesium ions for sodium ions. While this is a critical pre-treatment step that prevents immediate hard scale buildup in your plumbing, the total dissolved mineral content remains exactly the same. Sodium-rich water can still cause massive operational failures, blowdown inefficiencies, and corrosion in high-heat manufacturing environments.
Industrial Reverse Osmosis: RO is a complete molecular separation technology. By utilizing heavy-duty booster pumps to generate continuous high pressure (often exceeding 150 to 250 PSI), the system forces the feed water through semi-permeable membranes. This process physically separates and rejects up to 99% of all dissolved solids, heavy metals, salts, and organics. For an industrial plant, RO is the only technology that creates a verifiable, blank-slate water profile required for strict quality control.
How to Choose the Right System
Sourcing a major capital expenditure like an industrial water system requires rigorous technical vetting. You must evaluate potential vendors through the lens of a mechanical engineer. Purchasing generic units from third-party catalog retailers often leads to undersized pumps, rapid membrane failure, and zero after-sales engineering support.
When evaluating a supplier for your Canadian facility, demand the following competencies:
- Custom GPM and PSI Sizing: Your supplier must accurately calculate your peak flow demand in GPM. Undersizing the system leads to continuous pump bottlenecking and burnout; oversizing leads to membrane channeling and wasted CAPEX.
- Material Science Integrity: Industrial environments are highly corrosive. Look for a manufacturer who mandates SS316 (Stainless Steel) housings or high-grade UPVC for all high-pressure piping. Standard commercial plastics will fracture under the continuous high-pressure cycling of a factory setting.
- Cold Water Engineering Capacity: In Canada, winter feed water temperatures can plummet. Cold water is more viscous, which drastically reduces the output of an RO membrane. A skilled manufacturer will factor in temperature correction, often sizing up the booster pump or membrane array to ensure your GPM requirements are met even in January.
- Direct Factory Support: Ensure the supplier is an actual manufacturer with direct engineering support, not a drop-shipper. You need wholesale pricing, direct access to CAD drawings, technical parameter sheets, and immediate OEM replacement parts.
POE vs. POU Systems: Which Does Your Facility Need?
When integrating reverse osmosis into your plant layout, you must determine whether a Point-of-Entry (POE) or Point-of-Use (POU) architecture yields the highest Return on Investment.
Point-of-Entry (POE) Systems: A POE industrial RO system is installed at the main water inlet of your facility. Every drop of water entering the building is subjected to high-pressure purification.
- Application: Best for specialized food processing plants, massive pharmaceutical manufacturing facilities, or operations where heavy scaling in the general plumbing infrastructure is causing facility-wide maintenance nightmares.
- Consideration: Requires a massive initial CAPEX, immense GPM capacity, large atmospheric storage tanks, and robust distribution pumps. You will pay to purify water that is ultimately used for non-critical tasks like floor washing.
Point-of-Use (POU) Systems: A commercial POU system is a localized skid installed directly adjacent to the specific equipment that requires ultra-pure water.
- Application: Highly recommended for the vast majority of small to mid-sized industrial plants. You install the system specifically to feed a high-pressure boiler, an automated CNC cooling loop, or a chemical mixing vat.
- Consideration: Delivers superior, rapid ROI. You only pay the capital and operational expenses to purify the exact amount of water necessary for your most expensive, mission-critical machinery.
Cost, ROI, and Industrial Equipment Protection
Procurement departments often focus strictly on the upfront sticker price of an RO system. As a technical sales engineer, I advise looking at the Total Cost of Ownership and the massive financial ROI generated by capital equipment protection.
1. Drastic Reduction in Maintenance Costs: Hard water scaling acts as a severe thermal insulator on heating elements and a physical blockage in precision mechanical valves. By feeding your equipment RO water, you eliminate scale at the source. Industrial facilities routinely report cutting their preventative maintenance hours by 40% to 60%, drastically reducing the need for aggressive chemical descaling agents.
2. Extending Equipment Lifespan: Industrial boilers, commercial cooling towers, and precision parts washers represent massive capital investments. Operating these systems with high-TDS water accelerates corrosion and metal fatigue. Reverse osmosis water protects the metallurgy of your equipment, easily adding years to the functional lifespan of your factory infrastructure.
3. Increasing Operational Stability and Consistency: In manufacturing, unscheduled downtime is your highest cost. If municipal water quality fluctuates, your product quality and equipment performance fluctuate. RO provides a standardized, unvarying water baseline. This means zero unexpected downtime due to clogged piping, fewer rejected product batches, and precise chemical dosing.
The ROI of an industrial RO system is typically realized within 12 to 18 months through energy efficiency savings (clean heating elements use significantly less power) and the total elimination of outsourced equipment repair bills.
Common Buyer Mistakes in Industrial Water Treatment
Avoid these costly procurement errors when upgrading your facility’s water infrastructure:
- Ignoring Inlet PSI Fluctuations: Reverse osmosis requires significant, stable inlet pressure. If your factory’s municipal water pressure drops below the required threshold, the high-pressure booster pump will cavitate and self-destruct. Always ensure your system design includes a properly sized low-pressure feed pump.
- Underestimating Wastewater (Brine) Ratios: RO separation produces a continuous brine (wastewater) stream. Buyers often purchase high-GPM systems without verifying if their facility’s trench drains and local wastewater permits can handle the continuous discharge volume.
- Buying “Light Commercial” for “Heavy Industrial” Loads: Purchasing a system rated for “light commercial” use and running it 24/7 in a factory setting will burn out the motors within months. Always demand continuous-duty industrial motors and SS316 membrane housings.
- Neglecting Winterization Variables: As mentioned, Canadian feed water temperatures drop significantly in winter. Buying a system rated for 50 GPM at 77°F means that same system might only produce 30 GPM when the feed water drops to 40°F. Always consult with a technical engineer to size the system for cold-water scenarios.
Frequently Asked Questions (FAQ)
What is the ideal GPM for a small industrial plant? Capacity sizing depends entirely on your daily peak consumption and storage capabilities. Small to mid-sized factories typically require systems producing anywhere from 5 GPM to 50 GPM. These are almost always paired with atmospheric storage tanks to handle sudden spikes in water demand without bottlenecking the RO skid.
Does industrial RO remove heavy metals from Canadian well water? Yes. The 0.0001-micron pore size of a reverse osmosis membrane effectively rejects dissolved heavy metals, including lead, arsenic, and iron. However, high levels of raw iron will rapidly foul the membrane, so a dedicated multimedia iron-removal pre-filter must be engineered into the system before the RO unit.
How does cold Canadian feed water affect RO performance? Cold water is denser and more viscous, making it harder to push through the RO membrane. For every degree below 77°F (25°C), an RO membrane loses about 1.5% to 2% of its production capacity. A seasoned supplier will compensate for this by engineering the system with higher-pressure pumps or adding additional membranes.
Do these systems align with EPA and Canadian process water frameworks? Yes. While Canada utilizes Health Canada and provincial guidelines, the filtration principles are universal. Industrial RO systems are highly effective at removing contaminants listed under the EPA’s Safe Drinking Water Act and equivalent Canadian frameworks, ensuring your process water exceeds baseline regulatory compliance.
How often do industrial RO membranes need to be replaced? With proper automated pre-treatment (multimedia and carbon) and regular backwashing, heavy-duty industrial RO membranes should last between 2 to 4 years. If your membranes are fouling every 6 to 8 months, your pre-treatment architecture is undersized or failing.
Can an RO system handle hot water feeds from factory processes? Standard RO membranes are designed strictly for cold water feeds. Feeding hot water into a standard system will instantly melt the membrane layers and destroy the housing seals. If you need to purify hot water, specialized high-temperature membranes and stainless steel housings must be custom-ordered.
Secure Your Industrial Production Line Today
Unpredictable water quality is a hidden, massive tax on your manufacturing profitability. By taking total control of your water supply, you eliminate the risk of catastrophic equipment scaling, slash your chemical treatment overhead, and ensure your production line operates without interruption.
Do not trust your expensive capital machinery to inadequate commercial filters or third-party retail distributors. You require equipment engineered for the rigorous duty cycles of an industrial environment, supported by true B2B manufacturing experts.
Take the next step in securing your plant’s future. Request a custom technical specification sheet and direct B2B wholesale pricing for your industrial reverse osmosis systems canada directly from our engineering team today.