
Securing Your Plant’s Future with a Proven Industrial Reverse Osmosis Systems Supplier
What is the most reliable water treatment solution for factory and small industrial applications? The optimal solution is a precisely engineered, commercial-grade RO skid designed to handle your facility’s specific Gallons Per Minute (GPM) and dynamic pressure (PSI) requirements. For small industries looking to eliminate scaling, ensure absolute water quality consistency, and achieve long-term operational stability, sourcing your equipment directly from an experienced industrial reverse osmosis systems supplier is the most efficient path to maximizing ROI. We strongly recommend evaluating your facility’s feed water chemistry and engaging with our engineering team for customized B2B wholesale pricing.
Fast Check Product:https://yourwatergood.com/product/industrial-reverse-osmosis-system/
What is the Best Solution for Factories and Small Industries?
Designing an effective water purification architecture for a manufacturing facility requires analyzing your specific operational tolerances and your raw feed water source. Off-the-shelf, generalized filtration simply does not scale in an industrial environment.
Evaluating the Feed Water Source The first step in any industrial water treatment project is analyzing whether your facility relies on municipal tap water or private well water.
- Municipal Water: While municipal water complies with the EPA water quality framework (Safe Drinking Water Act), these federal guidelines are designed strictly for baseline human consumption and safety, not for industrial machinery. Municipal water contains chlorine, chloramines, and fluctuating Total Dissolved Solids (TDS) that can corrode factory piping and scale heat exchangers.
- Well Water: Factories operating on well water face much harsher variables, including heavy metals, high iron concentration, silica, and extreme hardness. These require aggressive, multi-stage pre-treatment before the water ever touches an RO membrane.
Tailored Industrial Solutions The best solution for a small factory or manufacturing plant is a modular, high-recovery Reverse Osmosis system paired with targeted pre-treatment. Whether you need ultra-pure process water for parts washing, chemical mixing, or feeding a factory boiler, the system must be engineered to your exact peak flow rates.
While our core engineering focus is on heavy-duty factory infrastructure across the US and Europe, our manufacturing breadth allows us to scale solutions across multiple sectors. Our B2B wholesale catalog extends from large-capacity industrial skids to specialized commercial units ideal for small restaurants and coffee shops. We also supply premium home water purifiers and residential RO purifiers for our global dealer networks, ensuring you have a single, reliable procurement partner for any volume.
Reverse Osmosis vs. Other Filtration Systems
Understanding the fundamental differences between water treatment technologies is critical for facility managers and procurement engineers looking to protect capital equipment.
Industrial Water Softeners Water softeners operate via ion exchange, swapping hard calcium and magnesium ions for sodium ions. While excellent for preventing hard scale in plumbing, softeners do not lower the overall TDS of the water. If your factory process requires a low-conductivity water profile, a softener alone will fail.
Ultrafiltration (UF) and Media Filters Multi-media filters and UF systems are highly effective at removing suspended solids, sediment, and high-molecular-weight organics. However, they cannot remove dissolved minerals or heavy salts. They are best utilized as pre-treatment steps to protect downstream equipment.
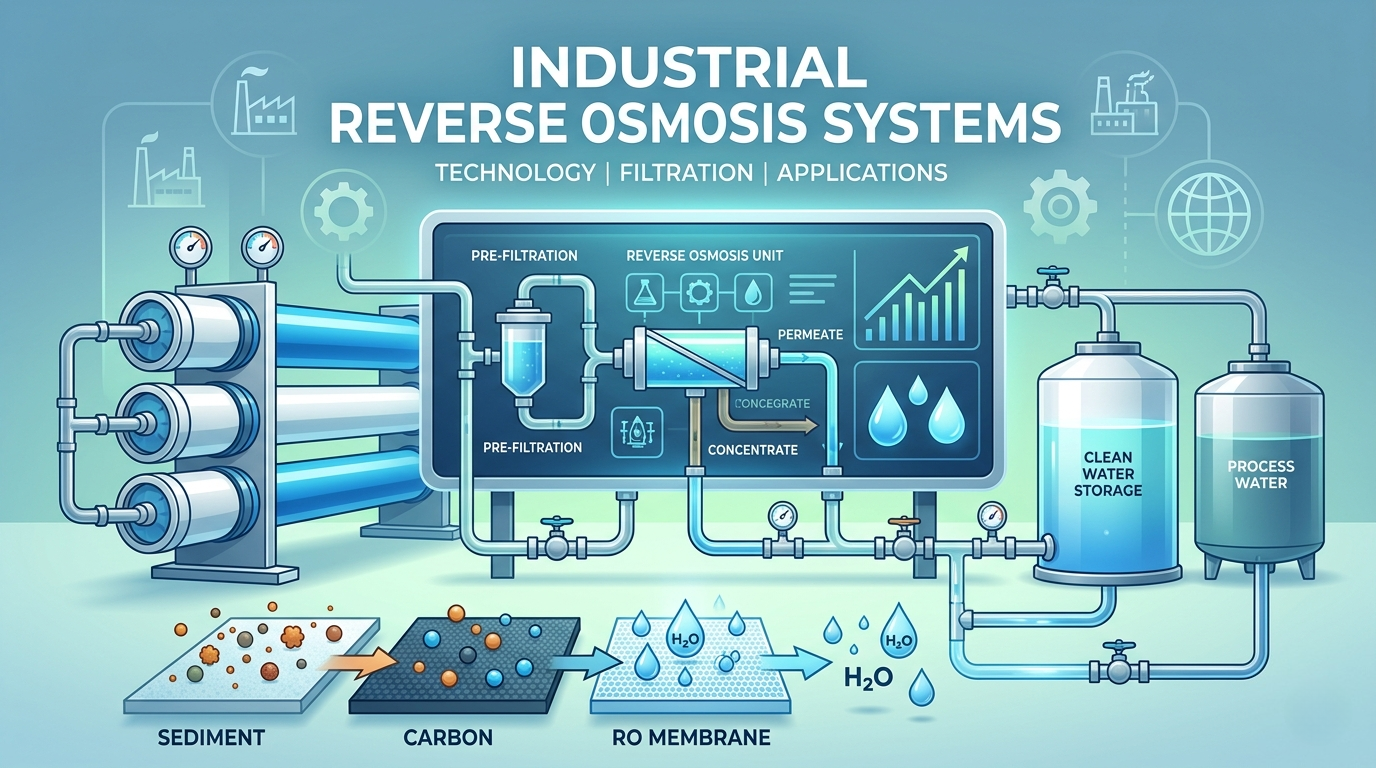
Industrial Reverse Osmosis (RO) RO is the definitive standard for industrial water purification. By utilizing high-pressure booster pumps to force water through semi-permeable membranes, RO systems strip up to 99.5% of dissolved solids, heavy metals, and chemical impurities from the feed water. This creates a “blank slate” water profile, guaranteeing water quality consistency regardless of seasonal changes in the municipal supply. For factories, this means raw material mixing and equipment operation occur under perfectly controlled chemical conditions every single day.
Need to specify a system for your factory? Stop guessing with generalized retail filters. Contact our engineering team today to receive a comprehensive technical parameter sheet and a customized B2B wholesale quote tailored to your facility’s exact requirements.
How to Choose the Right System
Selecting the right equipment requires partnering with a supplier that prioritizes engineering data over marketing claims. Here is the technical logic procurement teams should use when screening suppliers.
1. Accurate GPM Sizing and Flow Dynamics Never size a factory RO system based on daily average consumption. If your production line uses 5,000 gallons a day, but 3,000 of those gallons are required during an intense four-hour shift, sizing a system for a flat 24-hour cycle will cause devastating bottlenecks. Your supplier must design the system around peak GPM demand and calculate the necessary storage tank volume to act as a buffer during high-draw periods.
2. Pressure (PSI) and Pump Selection Industrial RO membranes require significant dynamic pressure to operate efficiently and maintain high recovery rates. A competent supplier will analyze your inlet pressure and specify the correct multi-stage centrifugal booster pumps to maintain optimal PSI across the membrane array, minimizing wastewater.
3. Material of Construction Industrial environments are unforgiving. Piping, valves, and skid frames must be constructed from highly durable materials. Depending on the application, a reliable supplier will specify either high-schedule PVC or 304/316 Stainless Steel to prevent corrosion and withstand the rigors of a factory floor.
4. Transparent Engineering Support Look for a partner that provides P&ID (Piping and Instrumentation Diagrams), CAD layouts, and clear maintenance schedules before the purchase order is signed.
POE vs. POU Systems Comparison
Industrial facility managers must decide the most cost-effective location to deploy their water purification assets.
Point of Entry (POE) A POE system is installed at the main water intake of the factory, treating all water before it distributes throughout the building.
- Best for: Facilities where ultra-pure water is required in almost every sector, such as pharmaceutical packaging, large-scale food processing, or electronics manufacturing.
- Advantages: Centralized maintenance. Protects the entire facility’s plumbing infrastructure from scaling and corrosion.
- Disadvantages: High initial CAPEX. It is highly inefficient to pay the energy and wastewater costs to purify water to RO standards only to use it for cooling tower makeup or washing down warehouse floors.
Point of Use (POU) POU systems are localized RO skids installed directly adjacent to the specific equipment or production line that requires purified water.
- Best for: Small factories, machining centers, or facilities with isolated high-purity demands.
- Advantages: Drastically lower initial costs. You only treat the water that absolutely requires it. For example, you can deploy a dedicated RO unit strictly for a specialized parts-washing line or a specific batch-mixing tank.
- Disadvantages: If you have multiple high-purity stations scattered across a massive plant, maintaining several isolated POU systems can complicate preventative maintenance schedules.
For most small industries, a strategic deployment of POU RO systems offers the fastest payback period and most efficient use of capital.
Costs, ROI, and Equipment Protection
Procuring an industrial RO system should never be viewed merely as an operational expense. It is a calculated asset protection strategy that directly improves the bottom line of the factory.
The Financial Drain of Untreated Water When sensitive industrial equipment is fed municipal or well water, minerals precipitate out of the water under heat and pressure, forming hard scale.
- Boilers and Heat Exchangers: A microscopic layer of scale inside a factory boiler acts as an insulator. This forces the burners to consume exponentially more natural gas or electricity to achieve the same thermal output.
- Machining and Cooling: Hard water in cooling loops leads to clogged nozzles, pump cavitation, and sudden localized overheating of expensive manufacturing tools.
Maximizing Return on Investment By feeding your factory equipment RO-purified water, you instantly achieve the following:
- Lower Maintenance Costs: The elimination of scale means your maintenance team spends less time tearing down heat exchangers for acid washing and less money on replacement valves and sensors.
- Extended Equipment Life: Equipment operating under optimal water conditions will reliably hit, and often exceed, its engineered lifespan, allowing you to delay massive capital replacement costs.
- Improved Operational Stability: Consistent water quality prevents sudden, unexpected equipment failures, keeping your production lines moving and preventing catastrophic downtime.
When you purchase directly from a manufacturer, the B2B wholesale pricing combined with the immediate reduction in factory energy and maintenance costs typically results in a complete system ROI within 12 to 18 months.
Common Buyer Mistakes
B2B procurement teams often fall into traps that compromise system performance and inflate operational costs. Avoid these critical errors:
1. Skipping Comprehensive Feed Water Analysis Purchasing an RO system without testing the raw water is a guaranteed failure. If your water contains high levels of silica or free chlorine, the RO membranes will foul or degrade within weeks. Pre-treatment must be engineered specifically to your water report.
2. Focusing Exclusively on Upfront Cost (CAPEX) over Total Cost of Ownership (OPEX) A cheap system with inefficient pumps and poor membrane design will cost tens of thousands of dollars in wasted electricity, excess wastewater, and frequent consumable replacements. Always evaluate the long-term OPEX.
3. Under-Sizing the Pre-Filtration Array The RO membrane is the heart of the system and the most expensive component to replace. Skimping on the size or quality of the upstream sediment and carbon filters allows particulates and chemicals to bypass into the high-pressure zone, destroying the membranes prematurely.
4. Neglecting Automation and Monitoring Modern industrial systems require real-time monitoring of TDS, flow rates, and pressure differentials. Failing to specify automated flush valves and PLC controllers means your staff must manually intervene, increasing the risk of human error and system fouling.
FAQ
1. How long do industrial RO membranes typically last in a factory setting? With properly engineered pre-treatment and a strict preventative maintenance schedule, industrial RO membranes typically last between 3 to 5 years before requiring replacement.
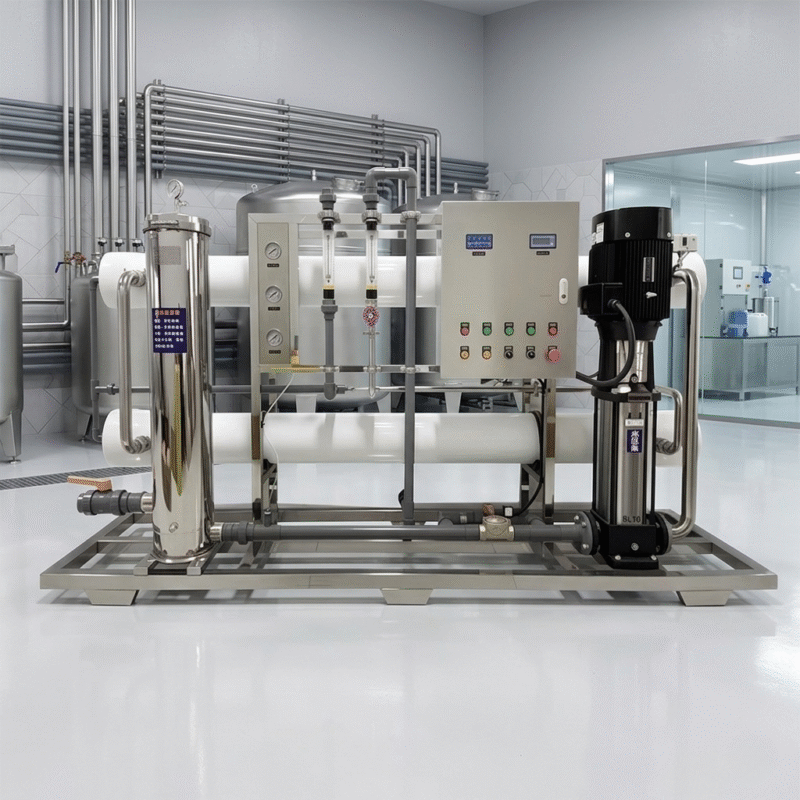
2. What is the difference between an industrial RO skid and a commercial RO system? Industrial skids are built for continuous, 24/7 heavy-duty operation. They utilize robust stainless steel or heavy-duty PVC piping, high-capacity multi-stage pumps, and advanced PLC automation. Commercial systems are generally smaller, operate on intermittent duty cycles, and are designed for lighter applications like restaurants or offices.
3. Can an industrial RO system operate on well water? Yes, but well water requires extensive pre-treatment design. We must test the well water for iron, manganese, hardness, and biological contaminants to engineer the correct media filters and anti-scalant dosing systems before the water reaches the RO skid.
4. How does an RO system improve boiler efficiency? By removing dissolved minerals, RO water prevents scale buildup on boiler heat transfer surfaces. This maximizes thermal efficiency, drastically reduces fuel consumption, and limits the amount of heated water wasted during mandatory blowdown cycles.
5. Do you provide technical parameter sheets and CAD layouts for B2B buyers? Absolutely. We provide full engineering support for our B2B partners in the US and Europe, including exact sizing metrics, pressure drop calculations, and P&ID diagrams for facility integration.
6. What happens if the municipal feed water pressure fluctuates? Industrial systems are equipped with low-pressure switches and integrated booster pumps. The pump ensures the membrane receives constant, optimal PSI regardless of municipal fluctuations, while the low-pressure switch protects the pump from cavitation if the city water supply drops too low.
7. Do you offer wholesale pricing for multi-facility factory deployments? Yes. As a direct manufacturer, we offer highly competitive, tiered B2B wholesale pricing for industrial clients, distributors, and EPC contractors outfitting multiple factory locations.
Is your factory losing money to inefficient water treatment and equipment downtime? Stop relying on inadequate filtration that inflates your maintenance budget and puts your production lines at risk. Partner with a manufacturer that provides true engineering value, high-efficiency equipment, and dedicated technical support.
Contact us today for your custom B2B quote and technical parameters – Secure direct wholesale pricing from a premier industrial reverse osmosis systems supplier and safeguard your facility’s operational future.